Verminderung des Energieaufwands bei der Ziegelherstellung durch vibrierende Abschneider
Forschungsprojekt der Forschungsgemeinschaft der Ziegelindustrie e.V. (FGZ)ProjektnummerAiF 16074 NProjektfördererBMWi über die Arbeitsgemeinschaft industrieller Forschungsvereinigungen „Otto von Guericke“ e.V. (AiF)DurchführungInstitut für Ziegelforschung Essen e.V. (IZF)ProjektleiterDipl.-Ing. E. Rimpel und Dipl.-Ing.
S. Petereit
1 Hintergrund und Problemstellung
Großformatige Hochlochziegel mit entsprechender Porosierung, hohem Lochanteil und filigranen Stegen bedingen den Einsatz von Materialien mit entsprechend guter Plastizität. Das wiederum führt dazu, dass die frisch verpressten Formlinge eine verminderte Festigkeit aufweisen. Somit besteht die erhöhte Gefahr, dass dem Formling beim Schneidvorgang Gefügeschäden und Deformationen aufgeprägt werden. Zusätzlich sind die Massen mit meist faserigen Porosierungsmitteln versetzt, wie Sägemehl oder Papierfangstoffen, sodass es beim Schnitt zu einem „Verschmieren“ der filigranen Lochstruktur kommt. Durch den Schneidvorgang erfährt der Ziegelstrang erhebliche Belastungen, die bei den stark gelochten Ziegeln auch zu beträchtlichen Deformationen führen können.
Beide Phänomene schließen die Löcher mehr oder weniger. Das führt dazu, dass die in modernen Mauerziegelwerken zunehmend häufiger eingesetzte, energiesparende Durchströmungstrocknung behindert wird. Das Schleifen der gebrannten Ziegel setzt dann wiederum möglichst geringe Maßtoleranzen voraus, um das Schleifmaß entsprechend niedrig zu halten.
Bei der Extrusion von Vormauerziegeln versucht man, aus energetischen Gründen mit möglichst wenig Anmachwasser zu verpressen. So kann entweder Trocknungsenergie zum Verdampfen des Wassers gespart, bzw. die frisch extrudierten Rohlinge können im “Direktsetzverfahren” direkt auf den Ofenwagen gesetzt werden. Das Schneiden des steif verpressten Tonstrangs bedeutet einen erhöhten Kraftaufwand und begrenzt die Verminderung des Anmachwassergehalts.
2 Vorgehensweise
Um die Schneidkraft zu vermindern, wird die Funktionsweise von Messern als Schneidwerkzeuge in Betracht gezogen. Die Überlagerung der vertikalen und horizontalen Bewegungen führt dazu, dass der gegenüber dem Werkstück wirksame Schneidwinkel viel kleiner als der tatsächliche Klingenwinkel ist. Je enger der wirksame Schneidwinkel wird, umso leichter dringt die Klinge in das Werkstück ein.
Beim Schneiddraht sind die Verhältnisse ähnlich. Ein vertikal durch den nassen Rohling geführter Draht drückt mit seinem tatsächlichen kreisrunden Querschnitt in den Rohling hinein. Eine dem Schneidvorgang überlagerte horizontale Bewegung des Drahtes sorgt dagegen dafür, dass der Draht gegenüber dem geschnittenen Objekt als Schneidellipse wirksam wird, die mit ihrer schmalen Seite in den Rohling eintaucht. Je höher die Geschwindigkeit in Drahtrichtung ist, umso enger ist der Schneidwinkel und umso leichter taucht der Draht in die zu schneidende Rohlingsmasse ein.
Wenn eine Klinge (Draht) nicht ständig in dieselbe Richtung gezogen wird, sondern sich abwechselnd in die eine und die andere Richtung hin und her bewegt, wird exakt dieser Effekt erzielt. Dieser ist bei Messern oder Sägen aufgrund der begrenzten Klingenlänge selbstverständlich.
Erfolgt nun an einem Abschneider der Richtungswechsel besonders schnell, hat man es mit einem in Längsrichtung vibrierenden Draht zu tun. Bei hoher Vibrationsfrequenz ist Folgendes zu erwarten: Durch die Horizontalbewegung dringt der Draht nicht nur leichter ein, sondern sorgt dort, wo er vibrierenden Druck auf die Schneidstelle ausübt, zugleich für eine lokale Fluidisierung (Verflüssigung) der Rohlingsmasse und hinterlässt damit eine besonders glatte Schneidhaut im Rohling.
3 Ergebnisse
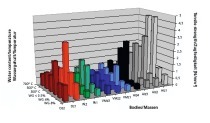
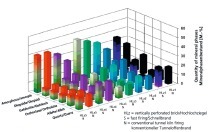
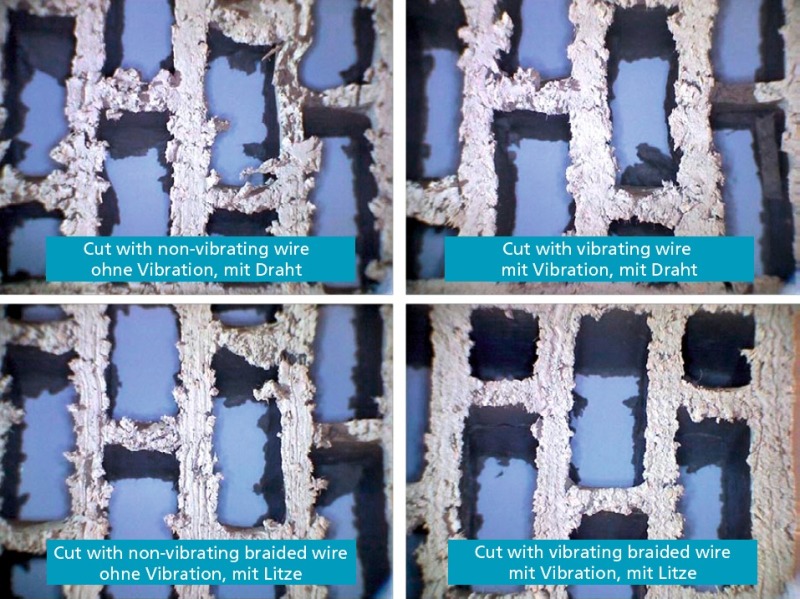
Die durchgeführten Versuche zeigten durchgehend positive Ergebnisse beim Einsatz eines vibrierenden Drahtes. Zur Vermeidung von Drahtrissen (durch Auftreten von Resonanzfrequenzen) konnten mit gedrehten Litzen Erfolge erzielt werden, da diese eine höhere Eigenelastizität aufweisen. Mit Erhöhung der Schnittgeschwindigkeiten muss auch die Frequenz der Vibration geändert werden, um den positiven „Sägeeffekt“ beibehalten zu können. Die positiven Ergebnisse sind beispielhaft an dem Schnittbild eines Hochlochziegels in »1 zu erkennen.
Dieses Forschungsprojekt der Forschungsgemeinschaft der Ziegelindustrie e.V. (FGZ) wurde unter der Nummer AiF 16074 N vom BMWi über die Arbeitsgemeinschaft industrieller Forschungsvereinigungen „Otto von Guericke“ e.V. (AiF) gefördert und vom Institut für Ziegelforschung Essen e.V. (IZF) durchgeführt. Der Schlussbericht ist 65 Seiten lang und kann gegen eine Bearbeitungsgebühr bei der Forschungsgemeinschaft der Ziegelindustrie e.V. in Berlin angefordert werden.