Drei für ein gemeinsames Ziel - Die Geschichte des Gevelklaar-Systems Vorgefertigte Betonelemente mit Dämmung und Klinkerriemchenfassade
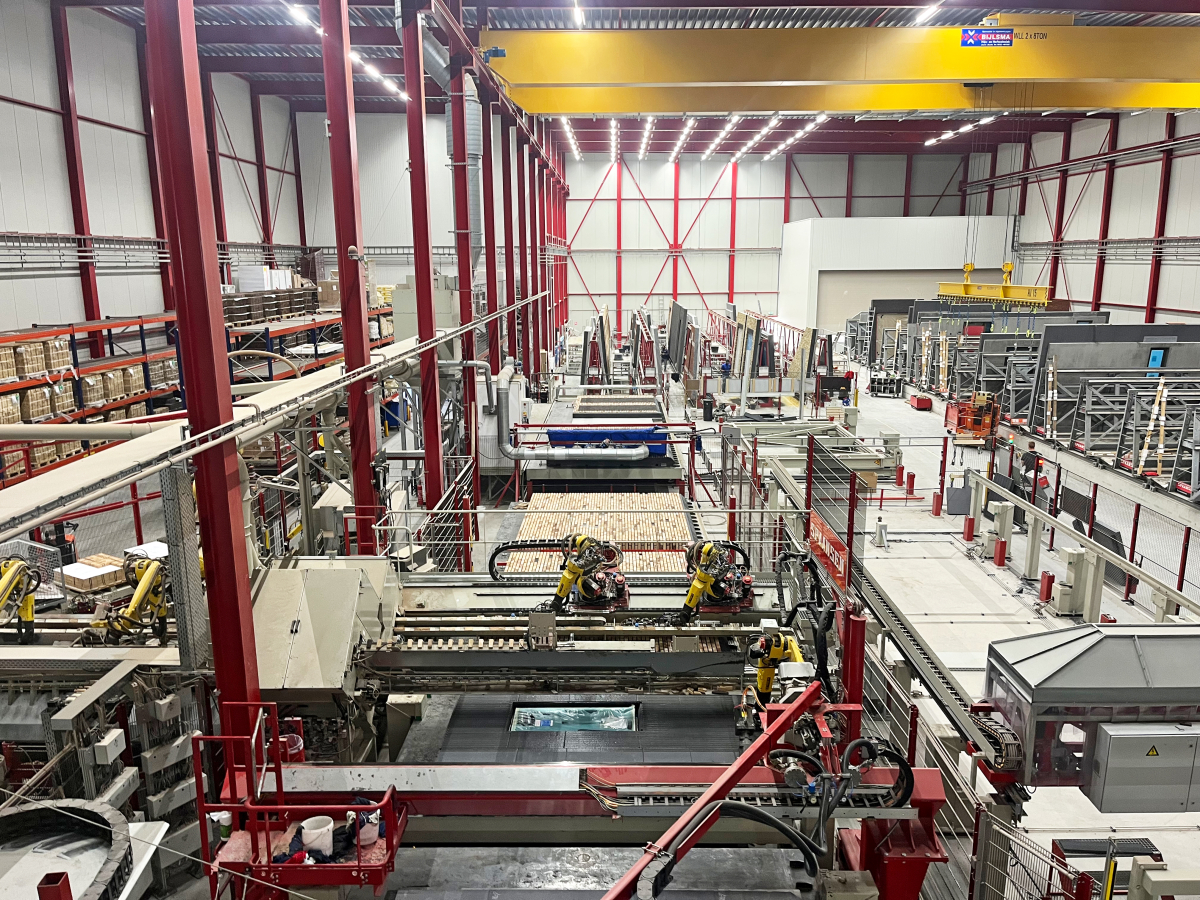






In der Nähe von Harlingen an der Nordseeküste in der niederländischen Provinz Friesland befindet sich das Betonfertigteilwerk der Firma Spaansen. Seit drei Jahren werden dort einbaufertige Fertigteile der Marke Gevelklaar produziert. Dabei handelt es sich um Betonfertigteile mit Fenster- und Türlaibungen, integrierten Kabelkanälen, einer Dämmschicht aus expandiertem Polystyrol (EPS) und Ziegelriemchen auf der Fassadenseite. Damit erhalten die Betonfertigteile eine traditionelle Ziegelriemchenfassade.
Die Produktion ist vollständig automatisiert. Mit Hilfe des RoboBrick-Systems von Vandersanden und spezieller Hard- und Software der Firma Lingl aus Krumbach werden die Riemchen von Robotern nach einem zuvor in einem CAD-Programm definierten Muster nach den Wünschen des Kunden verlegt. ZI fuhr nach Harlingen, um die Anlage zu besichtigen und mit den Projektpartnern über die Hürden auf dem Weg zur Marktreife und darüber zu sprechen, ob das Gevelklaar-System die Zukunft des Wohnungsbaus ist. Unsere Gesprächspartner waren Thom Spaansen, Leiter des Gevelklaar-Werks, und sein Kollege, Raimond Lotz, Direktor Operations von Spaansen Bouwsystemen, Karl Liedel, Vertriebsleiter bei Lingl, und Victor Albers, Business Manager Industriekunden bei Vandersanden.
Wie hat das Projekt angefangen? Wer hatte die Idee, das Ganze auf die Beine zu stellen?
Karl Liedel (KL): Spaansen hat die Idee ursprünglich entwickelt. Sie setzten sich zuerst mit Vandersanden und dann mit Lingl in Verbindung. Vandersanden war für die Qualitätsgründe zuständig. Lingl hat die Maschine entwickelt. Vandersanden und Lingl hatten bereits eine langjährige und erfolgreiche Beziehung. Vandersanden teilte Spaansen mit, dass sie das System mit allen erforderlichen Bestandteilen, d.h. den Riemchen und dem Kleber, versorgen könnten. Aufgrund ihrer Bedenken hinsichtlich der Qualität des Produkts rieten sie jedoch von einem manuellen Produktionsprozess ab und sprachen sich für eine automatische Lösung aus. Für diese Lösung empfahl Vandersanden uns.
Victor Albers (VA): Der Zufall wollte es, dass Spaansen und Vandersanden die gleiche Idee zur gleichen Zeit aus verschiedenen Blickwinkeln betrachteten. Spaansen untersuchte Möglichkeiten, ihr ursprüngliches Produkt, Beton-Fertigteilwände, mit Isolierung und Ziegelriemchen zu verbessern. Vandersanden suchte aktiv nach Möglichkeiten, seinen Kunden nicht nur Ziegelriemchen, sondern ein umfassendes Wandsystem anzubieten.
Wann haben Sie mit der praktischen Umsetzung angefangen?
Thom Spaansen (TS): Wir haben vor etwa vier Jahren begonnen, die Idee ernsthaft zu entwickeln, und etwa ein Jahr gebraucht, um die neue Fabrik aufzubauen. Als diese fertig war, brachte Lingl seine Maschine aus Krumbach mit. Der ganze Prozess verlief sehr schnell.
KL: Wir hatten in den letzten 15 bis 20 Jahren bereits Maschinen für die Wandvorfertigung gebaut. Bei Spaansen war es das erste Mal, dass wir uns auf Ziegelriemchen konzentriert haben. Dabei waren unsere früheren Erfahrungen sehr hilfreich.
Vor der Auslieferung haben wir in unserer Werkstatt in Krumbach gemeinsam mit Spaansen viele Tests durchgeführt. Die Verlegeanlage stellte eine grundlegende Neuentwicklung in der Branche dar. Wir wollten sicherstellen, dass die Anlage so schnell wie möglich nach der Installation in der Produktionsstätte von Spaansen wie vorgesehen funktioniert. Der gesamte Prozess hat unser Verständnis und unsere Fähigkeiten in Bezug auf den Bau und die Vorfertigung von Wänden und insbesondere auf die Programmierung erweitert. Wir sind sehr zufrieden und stolz, dass wir diese Herausforderung erfolgreich abgeschlossen haben und werden diese Erfahrung und das Fachwissen in Zukunft nutzen, um Lösungen für vorgefertigte Wände anzubieten, unabhängig vom Material, Holz, Ziegel, Beton usw. Wir sind überzeugt, dass vorgefertigte Wände in Zukunft die Antwort auf die Herausforderungen im Bauwesen sein werden.
Wie lang hat der Installationsprozess in der Fabrik gedauert?
KL: Entwicklung und Konstruktion fanden in Krumbach statt, die reine Montage hier in Harlingen war in zwei Wochen abgeschlossen.
TS: Die umfangreiche Testphase dauerte selbstverständlich wesentlich länger. Es gab Vorversuche in Krumbach für sechs Wochen und eine weitere Testrunde nach der Montage in Harlingen für drei Monate. Die Mitarbeiter von Lingl waren während der gesamten Testdauer in Harlingen, zuerst die Techniker, später die Software-Ingenieure. Danach sind wir allein zurechtkommen.
Wir mussten selbstverständlich auch unser Personal schulen. Zum Glück war ich selbst in Krumbach gewesen, um zu lernen, wie man die Geräte bedient. Der Maschinenpark ist sehr anspruchsvoll. Um die Grundkenntnisse zu erlangen, wurde ein neuer Mitarbeiter etwa drei Monate lang geschult.
Es hilft, dass die Mitarbeiter von Lingl monatelang hier waren. Wir haben uns gegenseitig kennengelernt und eine starke Bindung aufgebaut. Das hilft uns, Probleme und Aufgaben wirklich schnell zu lösen.
KL: Lingl ist in der Lage, in jeder Phase der Produktion einen permanenten Service von Krumbach aus zu bieten. Das ist ein Angebot an alle unsere Kunden, 24/7 und weltweit. Ein Schlüsselelement dafür sind gute persönliche Beziehungen.
Was waren die größten Herausforderungen?
KL: Eine Herausforderung war das komplexe Aufgabenprofil der Maschine. Es ging um Fensterlaibungen, Winkelriemchen, Flachriemchen, verschiedene Aussteifungen, Riemchen mit unterschiedlicher Farbe, Länge und Dicke. Das alles musste die Maschine auch in einer bestimmten Taktzeit schaffen können. Auch die offene Zeit des Klebstoffs (Verarbeitungszeit) musste berücksichtigt werden.
Raimond Lotz (RL): Das Design musste sehr kompakt sein, um alles in einer Linie produzieren zu können.
KL: Im Laufe der Planung entwickelte sich das Projekt und wurde komplexer. Zuerst ging es nur um die Oberfläche, dann um die Fensterlaibungen, die Berechnung des Bezugspunktes für das Verlegemuster, die Isolierung, den Ausgleich und die millimetergenaue Nivellierung, sowie welches Software-Unternehmen wir einbeziehen sollten. Es wurde ein großes und herausforderndes Projekt, an dem viele kompetente Spezialisten aus allen drei Unternehmen beteiligt waren.
Eine weitere große Herausforderung lag in den Riemchen selbst. Trotz aller Automatisierung und Rationalisierung handelt es sich um Naturprodukte mit geringen Abweichungen. Die Abmessungen variieren leicht von Riemchen zu Riemchen. Um unterschiedliche Fugenbreiten und -abstände zu vermeiden, musste die Maschine lernen, die Riemchen mittig zu platzieren.
RL: Die Entwicklung der Software war die größte Herausforderung für Lingl. Das richtige Riemchen zur richtigen Zeit automatisch an den richtigen Ort zu bringen, war eine enorme Leistung.
KL: Ja, den Punkt zu erreichen, an dem wir alle Informationen, die mit einem einzelnen Produkt verbunden sind, an den Roboter weitergeben konnten, so dass er das richtige Produkt aufnehmen und an der richtigen Stelle einsetzen konnte, war eine außergewöhnliche Herausforderung bei der Programmierung. Wenn z.B. ein Riemchen kaputt war, bestand die Herausforderung darin, das Programm dadurch nicht zu verwirren.
Das haben wir bei Lingl gemeinsam mit Spaansen gelöst. Ich möchte besonders betonen: Ein komplexes Projekt wie dieses kann nur mit einem Partner im gegenseitigen Vertrauen und enger Zusammenarbeit umgesetzt werden.
Gab es irgendwelche regulatorischen Hürden oder Probleme?
VA: Die größte Herausforderung war es, die Akzeptanz auf dem Markt zu erreichen. Der Klebstoff war der Knackpunkt. Bevor wir anfingen, gab es bereits ähnliche, aber minderwertige Produkte auf dem Markt. Die Riemchen wurden von Hand mit einem minderwertigen Kleber verklebt und fielen immer wieder von der Wand. Das brachte dem gesamten Markt einen schlechten Ruf ein, zumal es keine vorgeschriebene Norm und keine Produktvorschriften gab. Wir mussten jedes Mal beweisen, dass unser Produkt so gut war wie versprochen. Jetzt gibt es endlich eine Vorschrift, in der genau festgelegt ist, was zu prüfen ist, so dass wir nachweisen können, dass unser Produkt den Vorschriften entspricht.
KL: Das Vertrauen in den Fertigteilmarkt muss erst aufgebaut werden. Auch bei den Herstellern von Fassadenziegeln gibt es Zweifel. Daher auch die vielen Tests und Zertifizierungen.
In Gevelklaar wird jedes aufgeklebte Riemchen mit einer Protokolldatei dokumentiert, die zehn Jahre lang aufbewahrt wird. Auf diese Weise können alle Informationen über die Produktionsbedingungen, die Zeit, die Temperatur und den Klebstoff für jedes Riemchen gesichert werden. Das schafft Vertrauen und gibt eine Funktionsgarantie. Mit einem Zertifikat können Sie auf dem Markt bestehen und Qualität nachweisen.
Gibt es eine Nachfrage nach vorgefertigten Betonelementen mit angebrachten Ziegelriemchen?
RL: Es gibt eine Nachfrage. Als wir 2003 mit der Produktion von Betonfertigteilen in einem Werk begannen, war dies ein neues System in den Niederlanden. Wir waren einer der ersten Hersteller. Davor war Kalkstein das beliebteste Baumaterial. Wir konnten erfolgreich mit Kalkstein konkurrieren und uns auf dem Baustoffmarkt etablieren.
Irgendwann wurde uns klar, dass der niederländische Markt eine umfassende Lösung mit fertigen Elementen verlangte. Die Einbaufertigkeit war sogar wichtiger als das Material. Wir kontaktierten unsere vier größten Bauunternehmen und fragten sie, was sie bevorzugen. Offenbar sind die Niederländer sehr traditionell eingestellt. Die meisten wollen ein Haus mit roten Riemchen, vielleicht mit ein paar schwarzen untergemischt. Daraufhin haben wir nach einer Möglichkeit gesucht, unsere Betonfertigteile mit diesen Merkmalen zu verbessern. So sind wir auf das Gevelklaar-System gekommen.
Die Nachfrage beweist unseren Erfolg. Wir haben in den letzten drei Jahren bereits die Wände für 1.800 Häuser hergestellt, obwohl die Produktion noch nicht auf Hochtouren lief. Das gesamte Jahr 2024 ist ausgebucht und wir verkaufen schon für das Jahr 2025. Alle unsere neuen Kunden sind nur an den Produkten von Gevelklaar interessiert.
Wir verkaufen die Elemente in den gesamten Niederlanden. Wir registrieren auch eine wachsende Nachfrage nach Elementtypen: Treppen, Innenwände und vorgefertigte Bäder.
VA: Das Projekt wie auch die Nachfrage wird durch mehrere Gründe angetrieben. Erstens gibt es einen Mangel an Arbeitskräften auf den Baustellen, der in Zukunft nicht nachlassen, sondern sich noch verschärfen wird.
Der zweite Grund sind die Qualitätsstandards. Mit vorgefertigten Wänden sichern Sie sich ein konstantes und gleichbleibend hohes Maß an Produktqualität, die während des gesamten Herstellungsprozesses überwacht wird. Das ist auf der Baustelle nicht in demselben Maße möglich. Mit der Verschärfung der gesetzlichen Bestimmungen gewinnt die kontrollierte Herstellung und Montage, wie sie hier erfolgt, immer mehr an Bedeutung.
Außerdem wird weniger Material verbraucht und verschwendet und es wird weniger Platz auf der Baustelle benötigt, so dass dieses Verfahren sich besonders für enge Umgebungen wie in Innenstädten eignet. Der Hauptvorteil ist jedoch, dass viel weniger Transporte erforderlich sind. Normalerweise sind 144 Transporte zur Baustelle erforderlich, bei vorgefertigten Elementen nur etwa 20.
Was sind die Vorteile der automatischen Ziegelriemchenverlegung?
TS: Der gesamte Produktionsprozess läuft hocheffektiv und automatisch ab. Wir arbeiten in drei Schichten mit fünf Personen. Zurzeit liegt die Produktion bei ca. 100.000 Riemchen pro Woche, verglichen mit einem Maurer, der etwa 800 Riemchen pro Tag setzt. Und die Qualität ist viel höher.
Bei voller Leistung, die wir im Februar 2023 erreicht haben, kann diese Fabrik jedes Jahr die Wände für 1.200 Häuser herstellen.
VA: Außerdem ist es überhaupt kein Problem, die Maschine dazu zu bringen, verschiedene Muster zu setzen. Einem Maurer fällt es schwerer, sich anzupassen, und er braucht mehr Zeit. Je komplexer das Muster ist, desto billiger wird Gevelklaar im Vergleich zur Handarbeit. Im Moment ist das System mit dem traditionellen niederländischen Hausbau konkurrenzfähig.
KL: Wenn man genauer hinsieht, kann die Fertigbauweise und insbesondere Gevelklaar viel Zeit beim Bau sparen. Durch den automatisierten Produktionsprozess in der Fabrik und die Just-in-time-Lieferung. Das bedeutet weniger Aufwand und mehr Ertrag für den Bauherrn, da er das Haus schneller verkaufen oder vermieten sowie Kredite früher zurückzahlen kann.
RL: Mit Gevelklaar-Wänden kann ein einziger Bautrupp vier bis fünf Reihenhäuser in einer Woche bauen.
VA: Das Interesse an dem System kommt also sowohl von Betonwerken als auch von Bauunternehmen. Die vorgefertigten Elemente können für Ein-, Zwei- und Mehrfamilienhäuser mit bis zu fünf Stockwerken, wie vom Gesetzgeber zugelassen, verwendet werden. Mit diesen Elementen sparen Bauunternehmen Ressourcen und Arbeitskräfte und können sich flexibel auch in Regionen außerhalb ihres Heimatgebiets engagieren.
Der Bedarf an bezahlbarem Wohnraum in den Niederlanden ist enorm. Die Pläne der Regierung für das dritte Jahrzehnt sehen 100.000 Wohnungen pro Jahr und insgesamt eine Million vor. In den ersten drei Jahren liegen die Bauanstrengungen bereits um 90.000 Wohnungen im Rückstand. Wir brauchen mehr Unternehmen wie Spaansen.
KL: Was wir hier erreicht haben, ist meiner Meinung nach nur der erste Schritt. Wie Raimond andeutete, wird die automatisierte Produktion von vorgefertigten Elementen immer komplexere Produkte umfassen, ganze Einheiten wie z.B. Badezimmer, in garantierter Qualität und BIM-kompatibel. Dieser letzte Punkt ist sehr wichtig, da Building Information Modelling in der Baubranche immer mehr an Bedeutung gewinnt.
Das Bausystem, das mit Gevelklaar hier in Spaansen entwickelt worden ist, wird die Zukunft sein, weil es die einzige Möglichkeit ist, die staatlichen Verpflichtungen im Wohnungsbau zu erfüllen. Lingl wird bereit sein, seine Partner bei der Implementierung der notwendigen Produktionskapazitäten zu unterstützen.
Eine letzte Frage an Lingl: Planen Sie, andere Betonfertigteilhersteller mit „Gevelklaar“-Maschinen auszustatten?
KL: Natürlich glauben wir, dass es eine weltweite Nachfrage geben wird. Vielen Dank, Thom und Raimond, dass Ihr so aufgeschlossen seid und uns erlaubt, potenzielle Wettbewerber und die Presse durch die Fabrik zu führen, um sie zu präsentieren. Je mehr Unternehmen von dem System überzeugt sind, desto mehr wird der Markt das System nutzen und annehmen. Noch gibt es viele Vorbehalte. Das System zu zeigen und seine zahlreichen Vorteile zu demonstrieren, wird aber dazu beitragen, diese zu beseitigen.
TS: Vielen Dank, Karl. Wir sind sehr zufrieden mit dem System und wir glauben, dass Sie Recht haben. Das Gevelklaar-System in Verbindung mit BIM ermöglicht einen äußerst rationalisierten Produktions- und Bauprozess. Wir können just in time vier bis sechs Elemente pro Transport liefern, also insgesamt 40 Elemente pro Tag, die auf der Baustelle verwendet werden. Durch die Arbeit mit unserem 3D-Modell kennt der Projektleiter die Reihenfolge der Elemente, Produktion und Lieferung sind genau darauf abgestimmt. Das ist ein sehr effizienter Prozess für alle Beteiligten. Wir erleben einen exponentiellen Anstieg der Nachfrage. Möglicherweise müssen wir zu einem späteren Zeitpunkt unsere Produktionskapazitäten erweitern.
Meine Herren, ich danke Ihnen allen sehr für dieses interessante Gespräch.
Anschließend gab es eine Führung durch die Produktion. Die Gevelklaar-Produktionslinie umfasst sechs verschiedene Stationen:
Station 1: Aufstellen / Abtragen der fertigen Wände
Dabei werden eine oder mehrere Wände auf der Transportpalette positioniert. Der Bediener erhält die Koordinaten für die Platzierung der Wände über eine Visualisierung. In diesem Schritt werden die Daten für den Produktionsprozess vom Leitrechner angefordert, um dann die Maschine mit den richtigen Daten zu versorgen.
Station 2: EPS flach schneiden
An dieser Station wird das EPS mit einer maximalen Abweichung von +/-1 mm flach geschnitten. Erreicht wird dies durch ein bewährtes Heißdrahtschneidesystem.
Station 3: Reinigung
An der Reinigungsstation werden die Rückstände aus dem EPS abgesaugt, so dass ein sauberes Wandelement für die folgende Station entsteht.
Station 4: Klebstoffauftrag
Hier wird der 2-Komponenten-Klebstoff von einem Roboter aufgetragen. Die beiden Komponenten werden dem Roboter über ein Rohrsystem zugeführt. Erst wenn der Klebstoff an der Spitze aufgetragen wird, werden die beiden Komponenten vermischt. Die Art und Form des Klebstoffauftrags wird durch das CAD-Programm vorgegeben. Jede Wand hat ihre eigenen Daten, die an den Roboter übertragen werden. Der Klebstoff hat eine offene Zeit, d.h. die Zeit zwischen dem Auftragen und dem Verkleben, die zwischen 30 und 45 Minuten variiert.
Station 5: Verlegestation
Dies ist das Herzstück und zugleich der komplexeste Teil der Maschinenanlage.
Station 6: Qualitätskontrolle/Trocknungsstation
Jede Wand wird noch einmal visuell auf Qualitätsmängel geprüft. Die Wand hat auch Zeit zum Trocknen, bevor sie endgültig entfernt und an Station 1 gelagert wird.
Maschinendaten
Leistung: 2000 Stück/Stunde
Maximale Länge der Riemchen: 300 mm
Maximale Dicke der Riemchen: 30 mm
3 verschiedene Arten von Produkten können gleichzeitig an einer Wand verarbeitet werden. Das bedeutet 3 verschiedene Dicken und/oder 3 verschiedene Farben
Maximale Abmessung des Wandelements:
4.000 mm x 12.500 mm
Mindestgröße des Wandelements: 2.500 mm x 600 mm