Production en ligne de briques de parement et de blocs porosés










Bedeschi S.p.A. a mis en service avec succès une nouvelle usine clé en main capable de produire 60 000 000 de briques de parement et de blocs porosés pour le compte de la holding UGMK basée à Ekaterinbourg dans la région de Sverdlovsk. Cette briqueterie est flambant neuve ; c’est la troisième ligne de production pour Revdinskiy Kirpicniy Zavod, société membre de la holding UGMK.
1 Introduction
L‘usine a été officiellement inaugurée le 13 mars 2016 en présence du gouverneur de la région de Sverdlovsk, Evgeniy Kuyvashev, du directeur général de la holding UGMK, Andrey Kozicin et du directeur général de RKZ, Mikhail Novoselov.
Le client avait spécifié que l’usine devait produire des briques de parement et des blocs porosés de grandes dimensions avec la même technologie, en respectant un niveau élevé de qualité. Pour fournir une solution répondant à ces exigences, Bedeschi a combiné solutions éprouvées et nouveaux développements. L’objectif a été atteint et l‘usine a été construite et mise en service en très peu de temps. L’usine fabrique une large gamme de produits, des briques de parement aux blocs porosés sous la marque POROKAM en passant par les briques standard ainsi que d’autres produits, comme par exemple les briques de cloisonnement, pour lesquelles aucune modification majeure n’est nécessaire.
2 Production
2.1 Réception et préparation des matières premières
Les matières premières acheminées jusqu’aux postes de préparation sont stockées dans une fosse à terre puis distribuées via des trémies doseuses type CNL commandées par un convertisseur de fréquence. Si des argiles polluées sont présentes, elles sont éliminées au moyen d’un épierreur type LSP ou bien un système de by-pass permet de les orienter vers un broyeur type RD et un désintégrateur type DS. A la sortie du désintégrateur, les matières premières passent par un premier laminoir type LPS 10x8 puis par un second laminoir rapide type LVP 8x12 réglés pour un laminage final à 0,8 mm pour obtenir certains produits spécifiques. A ce stade, des additifs (sable, sciure, etc.) sont ajoutés aux matières premières lesquelles sont ensuite envoyées vers un malaxeur doté de grilles frontales type GDF 650. Cette machine assure l‘homogénéisation optimale du mélange, avant son stockage dans le silo d’homogénéisation finale.
2.2 Silo
Comme différents mélanges sont nécessaires pour fabriquer toute la palette de produits (briques de parement, briques standard et blocs porosés de grandes dimensions), Bedeschi a construit un silo de stockage d‘environ 10.000 m3. La reprise du mélange et son homogénéisation finale sont réalisées par un excavateur latéral à godets type BEL F.
2.3 Production/Façonnage
L’argile préparée et reprise du silo est envoyée par une série de convoyeurs en caoutchouc dans une trémie doseuse type CNL. Cette dernière assure une distribution optimale de la quantité d’argile nécessaire et la marche constante de l’atelier de production.
Le mélange est transféré sur le convoyeur en caoutchouc vers un autre laminoir de type LPS qui permet de réduire la taille des particules d’argile sèches provenant du silo d‘homogénéisation.
Pour que la couleur des briques soit uniforme, des additifs en poudre (oxydes colorants, carbonate de baryum, etc.) sont ajoutés au mélange via une installation de dosage.
L’ajout de ces additifs au mélange provenant du laminoir se fait sur un convoyeur en caoutchouc. Puis, le mélange final est envoyé vers un malaxeur à grilles frontales type GDF. Cette étape permet d‘homogénéiser tous les composants du mélange. De l’eau est éventuellement ajoutée pour obtenir le degré de plasticité requis. Pour corriger l‘humidité du mélange, le malaxeur est équipé d‘un système d’humidification automatisé.
Le mélange est ensuite transporté sur des convoyeurs en caoutchouc jusqu’à la mouleuse type BED 650 SLS. Dans la partie haute de la machine, l‘argile est mélangée dans l’auge du malaxeur, qui fait partie intégrante de la mouleuse BED 650 SLS. Ensuite, elle passe au travers d’un système de grilles donnant sur la chambre à vide. La pompe à vide permet de dégazer l‘argile pour obtenir une meilleure compacité du pain de terre étiré.
De la chambre à vide, l’argile tombe dans l’auge de la mouleuse, où elle est compactée avant d’être poussée à travers les différentes filières pour obtenir des ébauches des dimensions et formes souhaitées. La machine est équipée d‘une série de filières et de gueulards garantissant le façonnage de toutes les configurations de produits demandées.
Pour assurer le respect des règles sanitaires dans l’atelier de préparation des argiles, Bedeschi a installé un système de dépoussiérage capable d‘aspirer les particules volatiles issues du laminage de l‘argile. La poussière est éliminée par un ventilateur centrifuge ainsi qu‘une série de filtres à manches à décolmatage automatique. La poussière du filtre est automatiquement extraite au moyen d’une valve de décharge. Ce système a été développé et conçu par CTP à Milan, entreprise qui fait partie du groupe Bedeschi depuis années. CTP conçoit et produit des systèmes de dépoussiérage pour différentes industries (ciment, acier, verre, etc.) depuis de nombreuses années.
2.4 Coupe et système de chargement/déchargement séchoir
Le pain de terre étiré est prédécoupé par un coupeur puis il est transféré vers deux lignes de coupe (briques et blocs) qui définissent les longueurs finales du produit.
Ligne de briques: Le pain de terre est amené par une série de convoyeurs jusqu’à un angle droit où une palette l’introduit dans le coupeur multi-fils ; au cours de cette opération, il est possible de chanfreiner la face supérieure et inférieure ; ensuite l‘ébauche est soulevée pour permettre de chanfreiner les faces latérales. Enfin, la brique est coupée à la dimension voulue. Après la coupe, les pièces sont évacuées de la ligne par un pousseur à palette, espacées puis envoyées par une série de transporteurs à chaînes vers la station de chargement sur claies du séchoir.
Ligne de blocs: Le pain de terre est envoyé sur un système de convoyeurs jusqu’à un angle droit puis il est placé dans la position de coupe, laquelle est effectuée par un coupeur vertical capable de traiter simultanément quatre blocs au maximum.
Dans la zone d’extrusion, un dispositif permet de réaliser un traitement de surface de la brique. Il sert en particulier à sabler et à texturer la surface des briques.
Les produits coupés rassemblés sur les deux lignes sont ensuite chargés sur les claies des wagons du séchoir par un robot préhenseur doté de 4 pinces indépendantes. Une fois que les produits déposés sur la claie, un système de chargement transfère la claie vers les wagons du séchoir.
2.5 Système de manutention automatique des wagons du séchoir
La manutention des wagons à l’intérieur et à l’extérieur du séchoir est assurée par une série de machines gérées automatiquement. Les wagons se déplacent le long des rails (transbordeurs) ou sont fixés au sol (pousseurs à chaînes, pousseurs à vérin automatique et treuils à câbles métalliques). Ils sont équipés de tous les accessoires nécessaires à leur bon fonctionnement. Les équipements fournis par Bedeschi incluent aussi un système de sas à deux ventaux à ouverture pneumatique pour isoler les différentes zones du séchoir.
2.6 Séchoir tunnel
Le séchoir tunnel comprend plusieurs lignes de wagons ventilés. Il est essentiellement composé des équipements suivants :
série de ventilateurs tronconiques internes qui envoient l‘air chaud dans le chargement en permettant d’uniformiser le séchage sur toute la hauteur de la charge
série de ventilateurs pour évacuer l‘humidité résiduelle présente dans le séchoir
série de ventilateurs pour alimenter la ventilation interne des systèmes de contrôle de la qualité de l‘air introduit dans le séchoir
série de chambres équipées de générateurs pour corriger la température de l‘air introduite dans le séchoir
installation électrique pour commander et contrôler automatiquement les équipements installés dans le séchoir
équipement de ventilation externe comprenant des ventilateurs centrifuges, des ventilateurs axiaux, sas à deux ventaux avec actionneurs réglages, joints de dilatation et accessoires
Comme ils sont intégrés dans des gaines d’alimentation en air chaud et d’extraction de l‘air humide, ces éléments garantissent une distribution optimale de l‘énergie thermique consommée par le séchage. Des générateurs de chaleur ont été également installés pour corriger la température de l’air chaud nécessaire au processus.
Un système informatisé assure la gestion du séchoir afin d’obtenir le meilleur compromis entre la qualité du produit, la durée de séchage et la consommation d‘énergie.
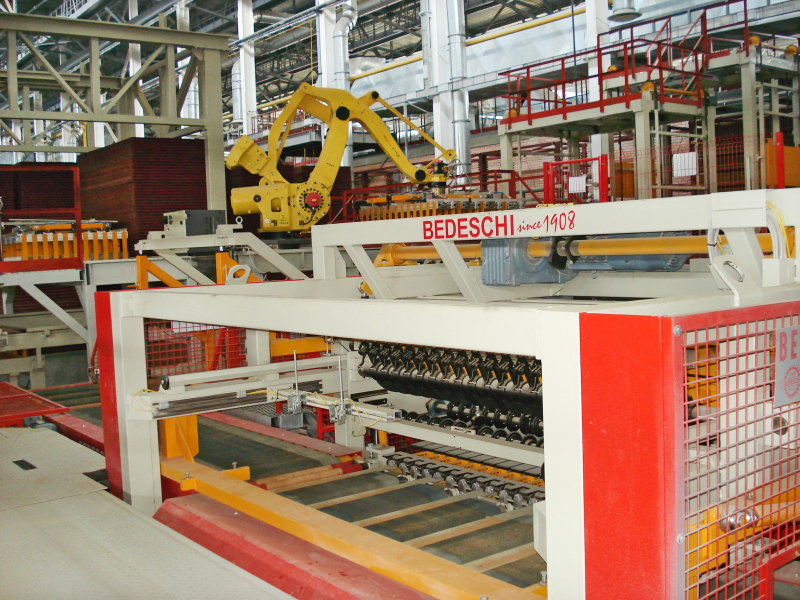
2.7 Déchargement des produits secs et empileuse automatique
Après le séchage, les wagons sont transportés vers une zone de déchargement dont un élévateur/déchargeur extrait les claies des étages du wagon, une par une, et les pose sur les convoyeurs à chaînes. Puis, les briques sont déchargées des claies par un robot et les claies sont renvoyées par une série de convoyeurs à chaîne vers la station de chargement des produits verts afin qu’un nouveau cycle puisse démarrer. Les palettes qui ne sont pas utilisées pendant le séchage sont stockées automatiquement.
Les produits secs déchargés de la palette par le robot sont envoyés par une série de convoyeurs à chaîne jusqu’à la station d‘empilage sur les wagons de four. Pendant le transport, les produits sont comptés, groupés et espacés de façon à former une couche prête à être chargée. La ligne est également équipée d‘un système de renversement des pièces quand il faut charger à plat des briques de parement. Le produit «programmé» de cette façon est pris par deux robots et chargé sur les wagons du four.
2.8 Manutention automatique des wagons de four
Le système de manutention des wagons à l’intérieur et à l’extérieur du four est assuré par une série de machines automatiques. Le système comprend la ligne desservant le four tunnel et celle desservant les zones de chargement/déchargement des produits. Les équipements installés peuvent se déplacer sur des rails (transbordeurs) ou être fixés au sol (pousseurs à chaînes, pousseurs à vérin automatique et treuils à câbles métalliques) et ils sont équipés des accessoires nécessaires à un fonctionnement correct.
2.9 Four tunnel
Le produit sec est cuit à l’intérieur du four tunnel à une température de 1 000 °C environ.
Le four est composé d’un tunnel, d’une série de brûleurs latéraux et de voûte, des générateurs/extracteurs d’air chaud, des sas à guillotine et des équipements de commande et de contrôle électrique.
La structure principale du four est constituée d‘une maçonnerie en briques réfractaires. Les parois de la zone de refroidissement sont faites en briques céramiques.
La voûte réfractaire suspendue repose sur des crochets en acier doux ou inoxydable en fonction de la température locale. La forme et le type de réfractaires constituant la voûte sont conçus spécifiquement pour ce type de four.
Le système de cuisson au gaz est composé par:
principale rampe de contrôle du gaz et boucle de sécurité
rampe secondaire de contrôle du gaz et boucle de sécurité pour les brûleurs latéraux
série de brûleurs latéraux avec systèmes d’alimentation pour l’air de combustion et le gaz de combustion
brûleurs de voûte à allumage automatique et brûleurs à air soufflé.
Les équipements installés sont nécessaires pour réaliser la cuisson et atteindre les températures requises
Pour que les flux d‘air soient uniformes à l’intérieur du four, celui-ci a été équipé d‘une série de systèmes de ventilation pour pulser ou extraire l‘air. Les équipements de ventilation externe incluent des ventilateurs centrifuges, des ventilateurs axiaux, des sas à ventaux et leurs actionneurs, des joints de dilatation et des accessoires. Comme il est intégré dans des gaines d’alimentation en air chaud et d’extraction de l‘air humide, cet équipement garantit la distribution optimale de l‘énergie thermique consommée par la cuisson.
Des groupes de refroidissement rapide ont été installés en aval de la zone de cuisson de même qu’un générateur d’air chaud dans le circuit d‘alimentation du tunnel d‘attente latérale. Afin d‘assurer la stabilité de la cuisson au quand les wagons entrent et sortent du four, le tunnel est équipé de sas à guillotine. Un système formé par quatre portes automatiques, deux à l’entrée et deux à la sortie du four tunnel, garantit l‘isolation complète du four de son environnement extérieur, tout en minimisant les éventuelles variations de pression à l’intérieur du canal de cuisson. Deux portes similaires sont montées aux extrémités du tunnel d‘attente latérale (pré-four).
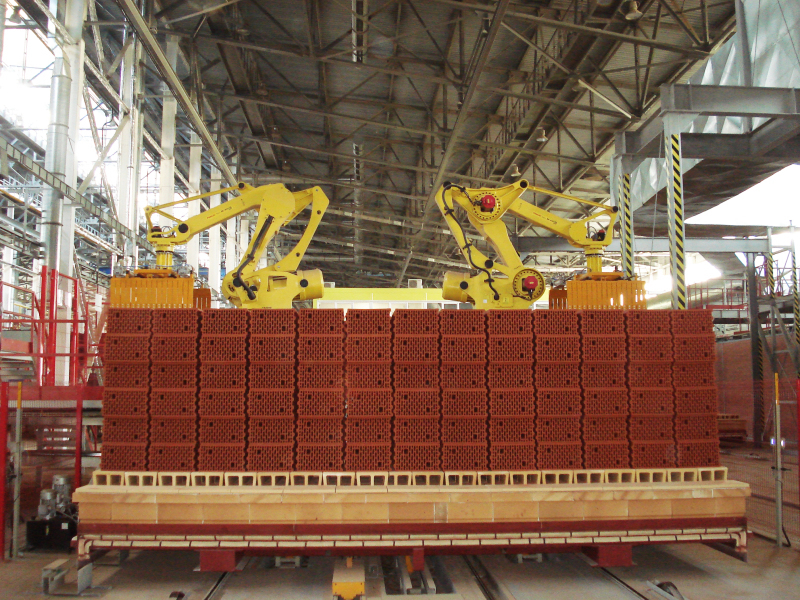
2.10 Déchargement automatique des produits cuits
Après la phase de cuisson, les wagons chargés de produits cuits sont envoyés vers la zone de déchargement, conçue pour palettiser et emballer les produits finis.
Les produits finis sont déchargés par couches du wagon du four par deux robots, puis ils sont comptés, groupés et espacés de façon à former adéquate prête à être chargée sur la palette en bois.
La ligne est également équipée d‘un système de renversement des pièces quand il faut charger à plat des briques de parement.
Avant d’être chargés sur la palette, les couches peuvent être rassemblées au moyen d’une cercleuse horizontale ; la formation du paquet final sur la palette est effectuée par un robot à pince de préhension.
Les paquets achevés sont ensuite cerclés verticalement et enfin emballés sous un film de polyéthylène thermo-rétractable. Enfin, les paquets sont préparés pour être chargés sur les camions ou entreposés sur l’aire de stockage de l’usine.
2.11 Contrôle
L’usine est équipée d’un ensemble de tableaux électriques, de consoles, de pupitres à boutons poussoirs ainsi que d‘accessoires pour commander et contrôler tous les équipements installés. Elle est aussi dotée d‘un système informatisé permettant de programmer toutes les caractéristiques nécessaires pour garantir la qualité et la quantité des produits à fabriquer.
L‘installation d‘un seul logiciel de supervision générale, géré par un automate programmable (PLC), assure le contrôle de toute la ligne. Toutes les machines sont gérées et contrôlées par un logiciel permettant le fonctionnement en automatique, cela assure par conséquent la continuité et la constance de la production.
2.12 Informations générales
En outre, Bedeschi a fourni tous les équipements secondaires qui dans certains cas peuvent être aussi réalisés localement conformément aux plans de Bedeschi, tels que les wagons de séchage, les claies, les wagons de four, divers matériaux d‘isolation ainsi que les convoyeurs, etc. Bedeschi a entièrement bâti le four tunnel garantissant au client de disposer de la briqueterie de la plus grande qualité.
3 Conclusion
Ce projet ambitieux désormais réalisé avec succès a été obtenu grâce à l’organisation industrielle de Bedeschi, à son savoir-faire consolidé et aux talents de son personnel technique très compétent. En fait, l’entreprise de Limena s’est récemment renforcée et développée : aujourd‘hui, le groupe conçoit et fabrique également tous les automatismes de CAMI, entreprise réputée sur le marché et qui fait partie du groupe Bedeschi.
Avec cette installation clés en main réalisée avec succès, Bedeschi se positionne comme un des leaders mondiaux du domaine. Elle reçoit de nouvelles commandes pour des projets d’installations intégrées dans le monde entier.
www.bedeschi.com