Roof tile inspection in 3D

The inspection booth, measuring approx. 1.6 m x 1.8 m by 2 m high, takes images directly from the production conveyor. Dry and fired clay tiles are usually positioned at cross angles to the direction of travel. The main camera, referred to as the top camera, is situated in the lighting dome, which provides for homogeneous illumination via reflection onto the object from below via a curved diffuser.
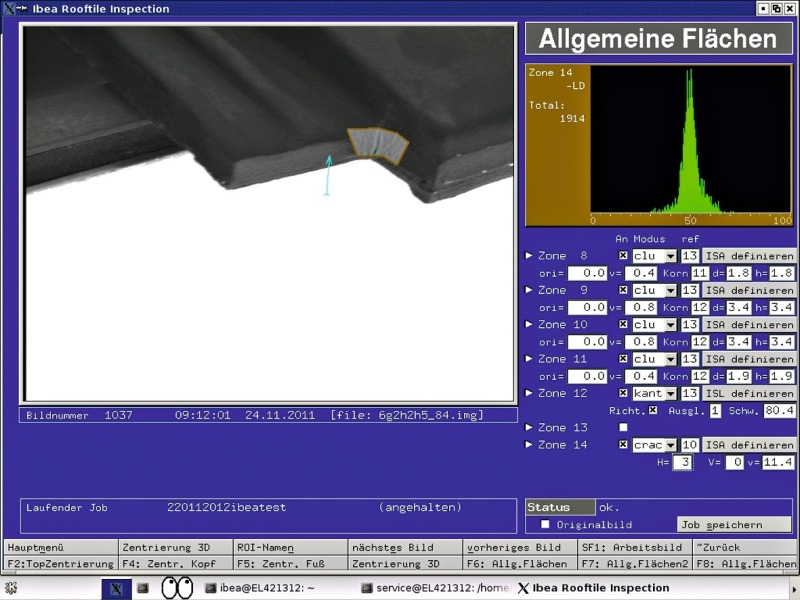
The top camera takes colour images and is therefore good at detecting such superficial defects as oil stains and cracks, as well as checking the quality of decorations and special effects. This can include textures obtained with appropriate engobes, and any effects that are too weak or exaggerated can be identified. By way of statistical analysis, the camera allows for a certain mixing tolerance for block production. The same camera also measures the length and width of the tiles, of course.
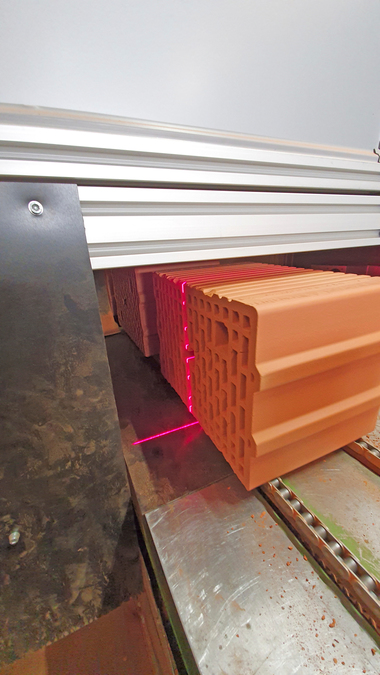
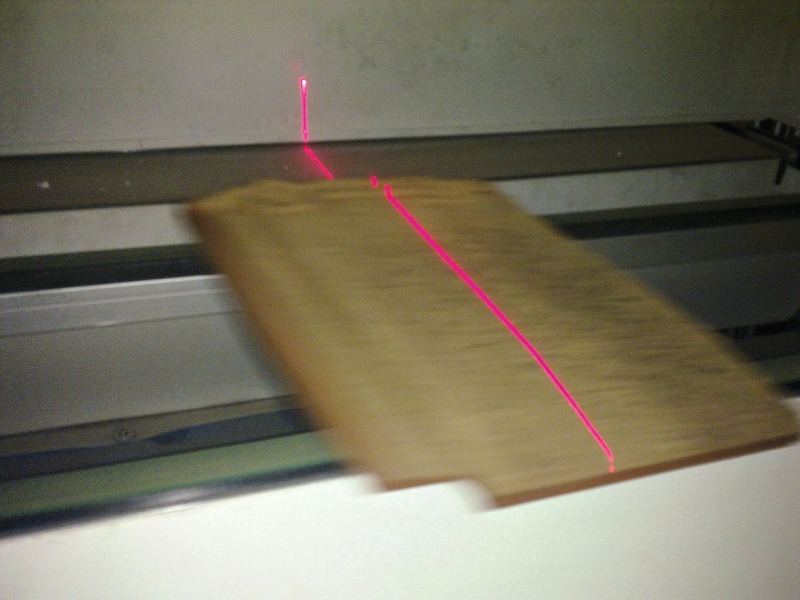
Along with the top camera, the new 3D camera scans the entire surface quasi isochronously by the triangulation laser profiling method. This involves projecting a bright line laser onto the object at a relatively steep angle to the 3D camera. A patented method eliminates reflections from highly reflective surfaces. The 3D image covers approx. 96% of the tile‘s entire surface area. All vertical defects can be resolved to within 0.5 mm. The conveyor belt should not be allowed to vibrate excessively. Since most defects are vertical defects, this camera alone reliably detects some 90% of all production defects for analysis. The otherwise customary pseudo rejects rate based on gray-scale evaluation recedes toward “0”. The most frequent defects are bubbles, pores, adhesions, faulty pressing, broken corners, cracked edges, “wings”, raised corners, material accumulation, etc.
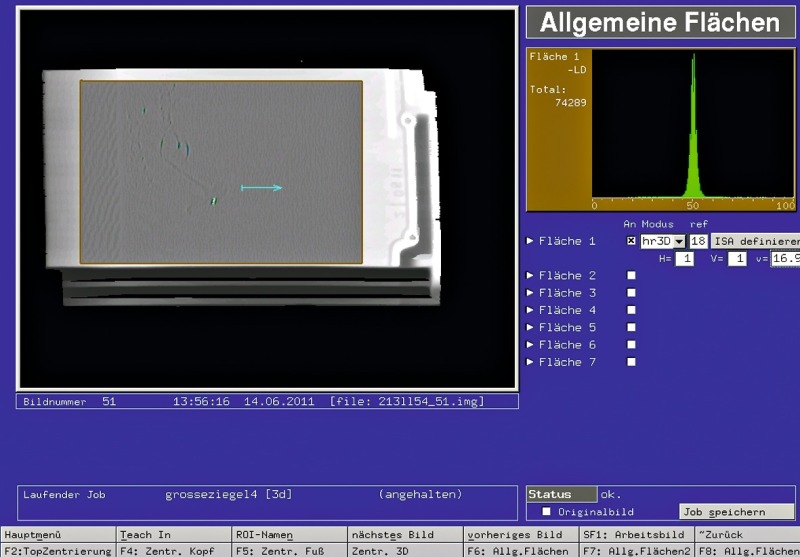
The system has its own indicator browser, so the user has access to all past images for checking the equipment‘s composition and settings. The system has remote control options, including operation via UMTS stick (mobile broad band connector).
If head-end and nose cameras are added, even the few remaining defects can be found. In addition, two supplementary cameras can be arranged as specified by the customer for things like recognizing certain, specific forms of cracking. The latter images are obtained with small, conventional B+W cameras in VGA resolution.
That not enough, the Odin can even be rounded out for acoustic crack inspection by the acoustic compensation technique, i.e., the method that most realistically emulates the human ear. The crack characteristics are reliably detected despite different body compositions and moisture contents with accordingly disparate sound spectra.
The system is available as a plug & play version, and a push & go button was recently added for automatically attending to the configuration of presets and so-called ROIs. This greatly facilitates initial adjustment and accelerates use of the system, even for untrained personnel.
The system is equipped with a new high-performance, multi-core computer for acoustic inspection and image processing, with enough handling capacity for 300 tiles/min. It is operated either by keyboard and mouse or via the new GUI touch panel designed for use in dusty production environments.
The core suite with one colour camera and one 3D camera is attractively priced with a payback period of about six months.