Additive manufacturing: Koblenz University of Applied Sciences decides for Eirich mixer
At the competence center for 3D printing of ceramics in Hoehr-Grenzhausen, Germany, refractory molded parts are to be produced for the first time. For the preparation of the mixes, the university has placed an order with Eirich to supply a mixer.
While the construction industry is now producing entire houses as demonstration objects for additive manufacturing, the ceramics industry still has some catching up to do when it comes to larger components and objects.
Establishment of a center of competence
This has been recognized by the state government of Rhineland-Palatinate. As a result, the establishment of a center of competence for 3D printing of ceramics in Hoehr-Grenzhausen was funded in summer 2019 with around 5.3 million Euros, half of which comes from the European Regional Development Fund (ERDF) and half from the state budget. The center is being set up by the Research Institute for Inorganic Materials -Glass/Ceramics (FGK), Koblenz University of Applied Sciences and the University of Koblenz-Landau. The project will initially serve to develop an infrastructure and build up know-how for the additive manufacturing of inorganic non-metallic materials.
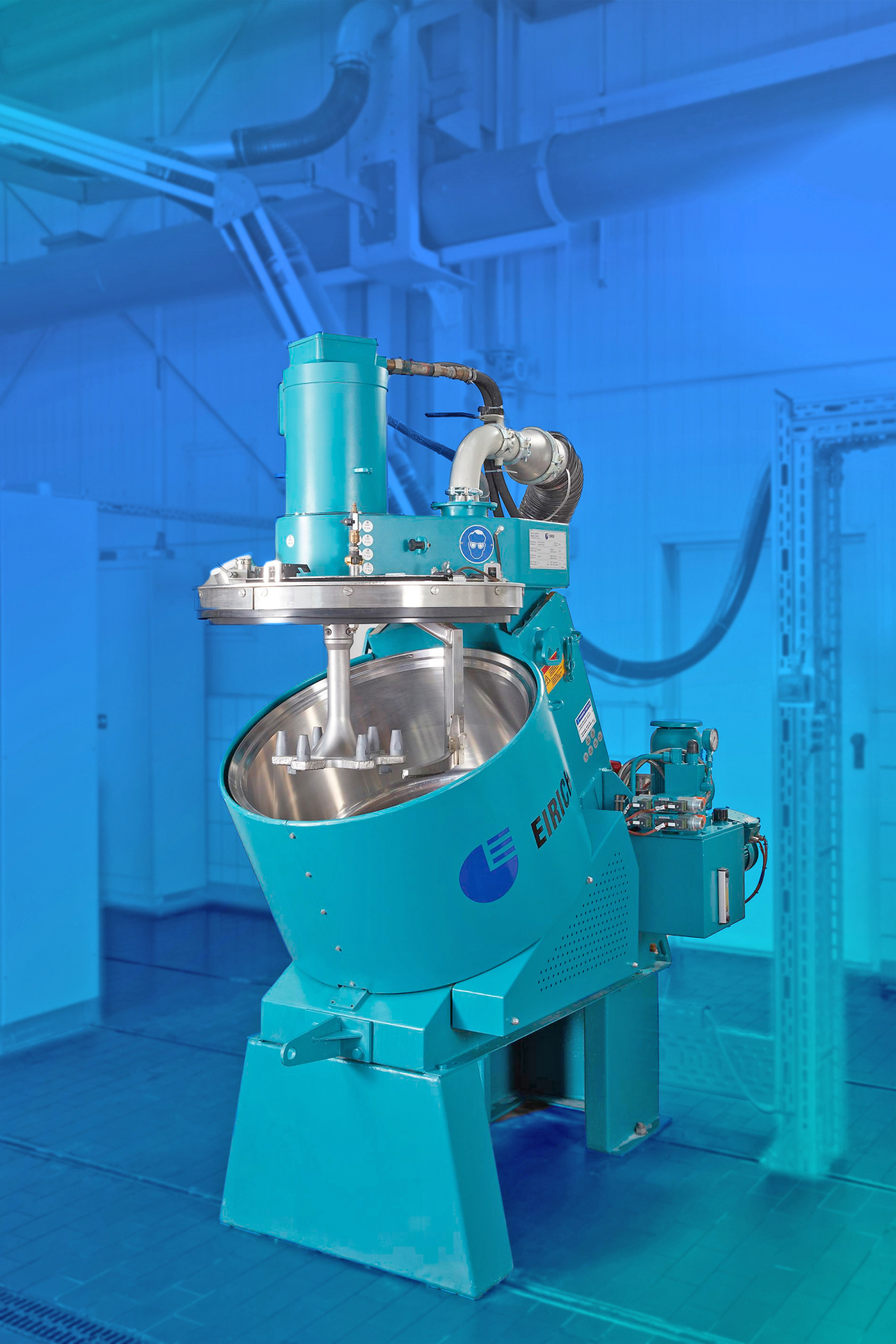
For the preparation of 3D refractory mixes with a 75-liter mixer, the decision fell on Eirich for several reasons. The Koblenz University of Applied Sciences already has five Eirich mixers with useful volumes of 1, 5, 10 and 40 liters. Their performance is well known. Eirich mixers differ from other mixers in that a rotating mixing container transports the mix to the mixing tool, explained the company. The transport of the mixing material is thus decoupled from the actual mixing process. High-speed tools located close to the floor or wall, which are therefore subject to high wear, are no longer required. This means that the mixing tools can run faster without causing excessive friction and wear on the mixing pan.
Scale-up capability
As stated by Eirich, another unique selling point of the Eirich mixer is its problem-free scale-up capability. In mixers between 1 liter and 3.000 liters, only one mixing tool is required, the so-called rotor. The power input into the mixture is very precisely defined by the type of mixing tool, the tool speeds and the direction of rotation. The respective task defines these parameters, which then remain mostly unchanged during upscaling. Moreover, within one revolution of the vessel, 100 % of the mix is moved by the tool. The mixer therefore mixes without dead zones in the mixer, and without segregation, which also allows longer mixing times if required. The system-related properties of the Eirich mixing technology thus enable the process parameters to be easily transferred to the production machines, and in most cases to go into production without renewed time-consuming adaptation work.


