„Erdgas und Wasserstoff – was gibt es neues?“
Ergebnisse aus Labor und Praxis (Teil 1 von 3)























1. Einleitung und Zielstellung
Die Roadmap Ziegelindustrie 2050 zeigt Wege auf, um den Energieverbrauch und die CO2-Emissionen innerhalb ihrer Branche zu verringern [1]. In den letzten Jahren lag ein wesentliches Augenmerk auf grünem Wasserstoff als Ersatz für Erdgas. Der Einsatz dieses Brenngases warf bei den Zieglern viele Fragen zu seinem Einfluss auf den Brennprozess und das Endprodukt auf. Mit ersten theoretischen Betrachtungen sowie Untersuchungen im Labormaßstab an gezielt eingestellten Ofenatmosphären wurde bereits gezeigt, dass Wasserstoff keinen wesentlichen Einfluss auf das Endprodukt hat [2], [3], [4].
Wie sich Wasserstoff als Brenngas auf den industriellen Brennprozess sowie die grobkeramischen Produkte auswirkt, war bislang nicht bekannt. Aus diesem Grund wurde im Jahr 2023 am IAB Weimar gemeinsam mit einem Industriepartner ein Forschungsprojekt initiiert. Dabei wurden Rohmaterialien und porosierte Hintermauerziegel (HMz) sowohl in unterschiedlichen Laboröfen als auch in einem Tunnelofen gebrannt und die Ergebnisse miteinander sowie mit vorangegangenen Untersuchungen verglichen. Das Ziel war es, neben dem Vergleich der Produkteigenschaften bekannte theoretische Erkenntnisse wie Energieverbrauch, Luft- und Abgasmengen sowie Emissionen beim Brennen mit Erdgas und Wasserstoff mit Hilfe der Praxisergebnisse zu validieren [5], [6].
Für möglichst industrienahe Laborbrände wurde am IAB ein Kammerofen gebaut, der flexibel mit Erdgas, Wasserstoff sowie frei definierbaren Mischungen beider Brenngase beheizt werden kann. In diesem Ofen konnte der industrielle Brennprozess nachgebildet und durch die Messung der Gasvolumen und der Abgaszusammensetzung mit den stofflichen Ergebnissen verglichen werden. Zudem sollte geklärt werden, inwieweit sich ein rohstoffbedingter Schadgasanteil bei den verringerten Abgasmengen abhängig vom Wasserstoffanteil im Erdgas ändert.
2. Verwendete Öfen
2.1. Elektrisch beheizter Gradientenofen
Zur Bestimmung der geeigneten Brenntemperatur eines Materials unter oxidierenden Brennbedingungen wurde ein elektrisch beheizter Gradientenofen der Fa. Linn Elektrotherm eingesetzt. Die Heizrate des Ofens betrug 200 K/h, das Kühlen erfolgte ungeregelt. Innerhalb eines Brandes wurden gleichzeitig 20 Probekörper bei unterschiedlichen Temperaturen gebrannt und anschließend die keramischen Eigenschaften bestimmt.
2.2. Elektrisch beheizter Hydrothermofen
Zur Bestimmung der keramischen Eigenschaften in unterschiedlichen Ofenatmosphären wurden Brände in einem elektrisch beheizten Ofen der Fa. MUT advanced heating durchgeführt (vgl. [6]).
Der Ofen mit innenliegenden Heizwendeln hat eine maximale Einsatztemperatur von 1.200 °C. Der Innenraum ist sowohl für Vakuum als auch für einen Überdruck bis 2 bar gasdicht. Die doppelwandige Außenwand wird zur Vermeidung von Kondensatbildung mit Öl auf 130 °C temperiert. Dem Ofen können Luft, Stickstoff und Kohlendioxid zugeführt werden. An der Ofentür befindet sich eine Düse, an der Wasser zugegeben und mit dem Gasgemisch vernebelt wird. Die Gasmengen werden über Mass Flow Controller, die Wassermenge über einen Liquid Flow Controller softwareseitig je Brennkurvensegment eingestellt. Die Gesamtmenge des feuchten Gasgemischs ergibt sich jeweils aus der Summe der einzelnen Gase und betrug für alle Brände 1.200 Normliter je Stunde. Die genannten Einstellungen ermöglichen die Nachbildung von Verbrennungsatmosphären, wie sie in gasbeheizten Öfen vorkommen.
2.3. Gasbeheizter Kammerofen
Die praxisnahen Brände erfolgten in einem gasbeheizten Kammerofen der Fa. Bader und Scheffer Ofenbau, in dem ein Ziegelstapel von 500 x 500 x 500 mm³ gebrannt werden kann. Der Ofen erreicht maximal 1.250 °C und kann mit Erdgas, Wasserstoff sowie beliebigen Gemischen beider Gase beheizt werden. Neben einer thermischen Nachverbrennung (TNV) und einer geregelten Kühlung ist der Ofen mit einer umfassenden Mess- und Regeltechnik ausgestattet. Die Prozessführung wird durch die Definition von 30 Prozessschritten ermöglicht. Die gemessenen Temperaturen, Gas- und Luftvolumenströme sowie die Abgaszusammensetzung werden im Sekundentakt aufgezeichnet.
Die Abgaszusammensetzung wird mit dem Abgasmessgerät SWG100 der Fa. MRU bestimmt. Das Abgas wird durch einen Heizschlauch direkt am Ofen abgesaugt und getrocknet. Elektrochemische und NDIR-Sensoren bestimmen kontinuierlich die Zusammensetzung des trockenen Abgases und die Gase Kohlenstoffmonoxid und -dioxid (CO und CO2), Stickstoffmonoxid und -dioxid (NO und NO2), Methan (CH4), Sauerstoff (O2) und Schwefeldioxid (SO2) werden detektiert.
2.4. Gasbeheizter Tunnelofen
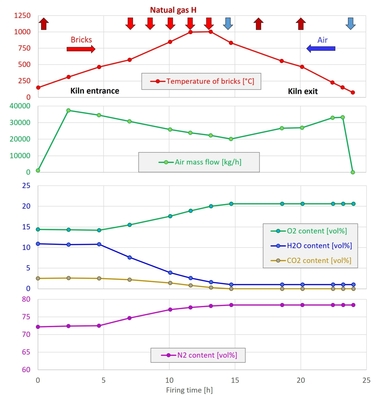
Der erdgasbetriebene Tunnelofen im Ziegelwerk wurde 1992 von der Fa. Hans Lingl Anlagenbau gebaut. Der Ofen hat eine Länge von 151,5 m und verfügt über eine digitale, vollautomatische Steuerung. Ein Prozessleitsystem regelt zentrale Parameter wie Schubtakt, Gaszufuhr, Temperatur und Umwälzmenge. Die Temperaturüberwachung erfolgt kontinuierlich über Sensoren entlang des Ofens.
Hauptsächlich werden plangeschliffene HMz mit einer Abmessung von 373 × 175 × 249 mm hergestellt. Die Brenntemperatur von 890 °C und die Brennzeit von 24 Stunden sind vom jeweiligen Ziegelformat bzw. der Besatzmasse abhängig. Im Ofen befinden sich 53 Ofenwagen mit jeweils einer Schleuse an der Ofenein- und -ausfahrt. Jeder Wagen misst 5.100 × 2.800 mm² und wird in zwei Teilschüben bewegt. Der Heizlochabstand beträgt 1.400 mm.
Die Produktionsleistung liegt bei ca. 200.000 Tonnen gebrannter Ziegel pro Jahr. Der Erdgasverbrauch des Werkes beträgt ca. 4 Mio. Nm³ jährlich. Dies entspricht einer CO2-Emission von ca. 8.000 Tonnen pro Jahr.
3. Rohmaterialien und durchgeführte Untersuchungen
Für die Materialuntersuchungen und Kammerofenbrände standen die Rohmaterialien des Ziegelwerks zur Verfügung. Diese wurden anhand ihrer stofflichen Zusammensetzung (Mineralbestand, Körnung, anorganische Oxide, organische Bestandteile) charakterisiert. Die dafür verwendeten Geräte sind z. T. in [6] beschrieben. Die chemische Analyse erfolgte mit dem Gerät Rigaku ZSX Primus IV als sequenzielles wellenlängen-dispersives Röntgenfluoreszenz‑Spektrometer zur quantitativen Element-analyse in Feststoffen und Pulvern. Die Gesamt-Kohlenstoff- und Gesamt-Schwefel-Analyse (C/S-Analyse) erfolgte mit dem Gerät Eltra CS-2000. Die Analyse erfolgt je nach Probentyp im Widerstands- bzw. Induktionsofen mit nachgeschalteter IR-Gasdetektion (IR‑Absorption).
Für die Brände in den Laboröfen wurden zwei Tone (T1 und T2) und zwei Betriebsmischungen (M1 und M2a) verwendet. Die Mischungen wurden im Jahr 2023 aus der Produktion von gering- (M1) und hochporosierter Ware (M2a) entnommen. Aus diesen Materialien wurden Probekörper hergestellt und getrocknet. Für die Brände im Gas- und Tunnelofen wurden im Jahr 2024 zudem originale, im Ziegelwerk getrocknete HMz der hochporosierten Mischung verwendet (M2b). Die Brennbedingungen sowie die verwendeten Abkürzungen zeigt »Tabelle 1.
Die untersuchten Probekörper bzw. Ziegel hatten folgende Abmessungen:
Prismen L x B x H: 70 x 25 x 10 mm³
Platten L x B x H: 100 x 100 x 25 mm³
HMz L x B x H: 243 x 238 x 248 mm³ (geschliffen)
Im Gradientenofen wurden jeweils die Prismen aller Rohmaterialien zwischen 800 und 1.050 °C zum Vergleich des Brennverhaltens gebrannt.
Im Hydrothermofen und im gasbeheizten Kammerofen wurden folgende Materialien und Probekörper gebrannt:
Prismen aus den Tonen und Betriebsmischungen
Platten aus den Betriebsmischungen
Zusätzlich wurden im Kammer- und im Tunnelofen die originalen HMz des Ziegelwerks gebrannt und anschließend die Druckfestigkeit und die Rohdichte bestimmt.
Die Brände im gasbeheizten Kammerofen erfolgten nacheinander mit Erdgas und Wasserstoff an jeweils vier ungebrannten Ziegeln. Um den Einfluss der Rohmaterialreaktionen auf den Gas- und Luftverbrauch sowie die Abgasmenge und die Emissionen am Ofen zu bestimmen, wurden danach mit Erdgas bzw. Wasserstoff Referenzbrände am bereits gebrannten Material durchgeführt. Referenzbrenngut war jeweils ein vollständiger Ziegel und drei geschliffene Ziegel nach der Bestimmung der Druckfestigkeit. Durch die Bestimmung der Druckfestigkeit kam es zu einem Materialverlust.
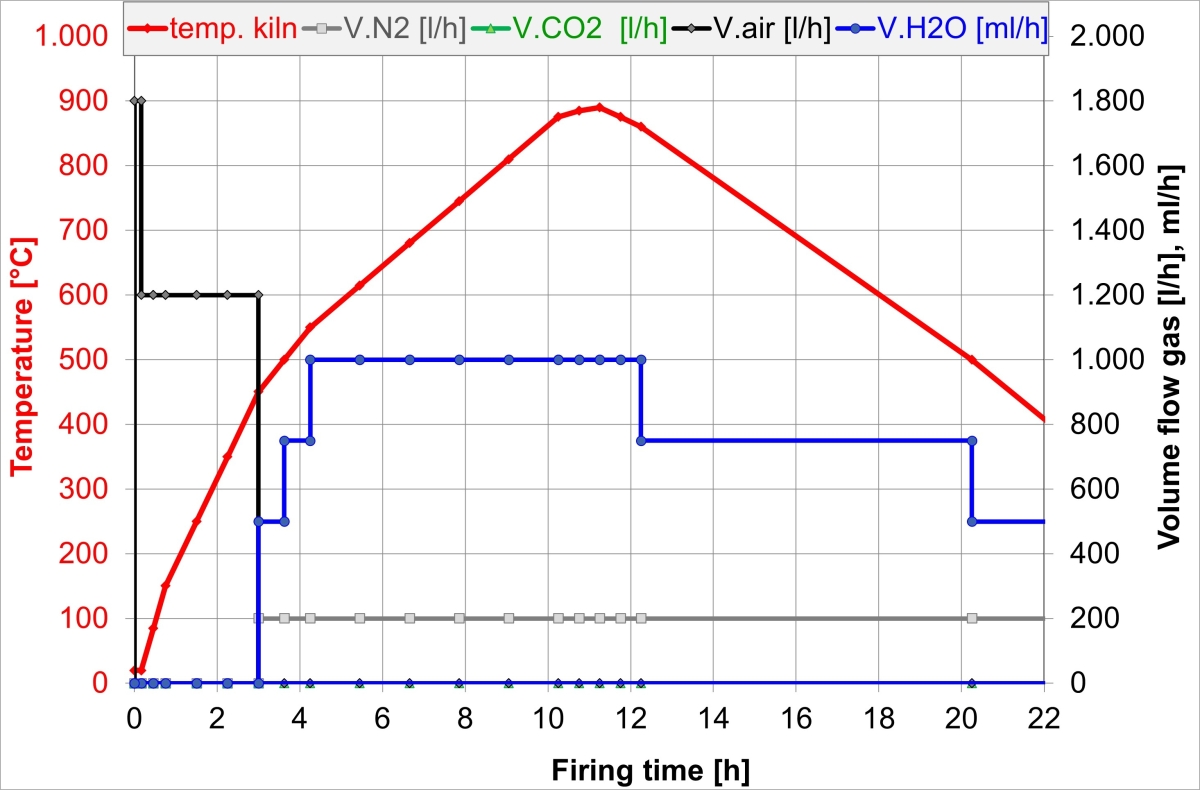
Die Brennkurve im Hydrothermofen wurde in Anlehnung an die Untersuchungen in [6] mit der gleichen Ofenatmosphäre erstellt, wie sie bei der Verbrennung von Erdgas bzw. Wasserstoff im Tunnelofen entsteht. Da sich die Ofenatmosphären bei Wasserstoff und Erdgas im Tunnelofen lediglich geringfügig unterscheiden, erfolgten zwei weitere Brände - einer mit hohem Wasserdampfanteil und einer in trockener Luft. Die Wasserdampfatmosphäre wirkt stark reduzierend, die Luftatmosphäre ist oxidierend und entspricht der elektrischen Beheizung eines Ofens. Die Brennkurve war für alle Brände im Hydrothermofen gleich und ist beispielhaft für die Wasserdampfatmosphäre in »1 dargestellt.
Die Ist-Brennkurve im Tunnelofen zeigt »2 links. Bis 600 °C trat eine Verzögerung von sechs Stunden infolge einer Störung im Werk auf. Die Verweilzeit oberhalb von 700 °C betrug ca. 6,6 h. Die Brennkurve für den Kammerofen war für alle Brände gleich und ist in »2 rechts dargestellt. Sie entspricht der Brennkurve im Tunnelofen, die für Laborbedingungen oberhalb von 700 °C um den Faktor 1,2 verkürzt wurde. Bis zum Umschaltpunkt bei 430 °C betrug das Verbrennungsluftverhältnis Lambda = 1,10 und die Leistung je Brenner 8 kW. Oberhalb von 430 °C betrugen das Lambda = 1,20 und die Leistung je 15 kW. Die Kühlung erfolgte mit Umgebungsluft am Brenner.
An den gebrannten Materialien wurden folgende Kennwerte bestimmt:
Prismen keramische Eigenschaften
Platten Wärmeleitfähigkeit
HMz Druckfestigkeit, Rohdichte, Mineralbestand, chemische Zusammensetzung, Kohlenstoff- und Schwefelgehalt, Porengefüge, magnetische Suszeptibilität
Die keramischen Eigenschaften der Prismen umfassen die Biegefestigkeit, die Schwindung, den Masseverlust, die Wasseraufnahme und die Rohdichte. Die Schwindungsmessung erfolgte anhand von Schwindmarken. Nach der Bestimmung der Biegezugfestigkeit mittels Dreipunktauflage erfolgte die Ermittlung der Wasseraufnahme und Rohdichte durch einstündiges Kochen einer Probekörperhälfte. Die Ergebnisse sind Mittelwerte aus jeweils fünf Einzelproben.
Die Bestimmung der Druckfestigkeit der gebrannten HMz erfolgte nach DIN EN 772-1 im Ziegelwerk. Die Werte sind Mittelwerte aus jeweils drei Einzelwerten.
Die Wärmeleitfähigkeit wurde mit dem Zwei-Platten-Verfahren gemäß ISO 8302, DIN 52612 und DIN EN 1946, Teil 2 mittels TLP 900/100 – SG und der Software Lambda V.2012, Two-plate der Fa. Taurus Instruments bestimmt. Für die Messungen wurden die gebrannten Platten auf ein einheitliches Maß geschliffen. Die Wärmeleitfähigkeit wurde aus drei Einzelmessungen an jeweils zwei Platten gemittelt.
Das Porengefüge wurden an den auf ihre Wärmeleitfähigkeit untersuchten Platten ermittelt. Mit dem Rasterelektronenmikroskop Phenom ProX der Fa. Phenom World wurden vom Gefüge Aufnahmen mit 500-, 1.000-, 2.000- und 5.000-facher Vergrößerungen angefertigt. Für die XRD-Messung in Reflexion kam das Pulverdiffraktometer STADI MP der Fa. STOE & Cie zum Einsatz.
Die magnetische Suszeptibilität wurde mit dem MS2 Susceptiblity Meter der Fa. Bartington massespezifisch ermittelt. Die Dreifachbestimmung erfolgte an jeweils 10 bis 12 g Probematerial, aufbereitet < 63 µm, welches in 12,5 ml Probedosen gefüllt und verdichtet wurde.
4. Ergebnisse
4.1. Zusammensetzung der Rohmaterialien
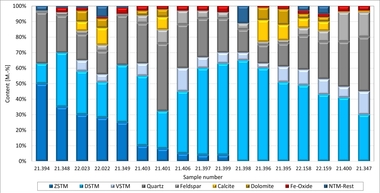
Im Werk werden zwei Tone eingesetzt. Die Mischungen bestehen zu ca. 70 V.-% aus den beiden Tonen. Sie enthalten zudem Papierfangstoff, Kesselsand sowie Mineralwolle in unterschiedlichen Anteilen. Die mineralogische und chemische Zusammensetzung der ungebrannten Tone und Mischungen ist in »3 dargestellt.
Die mineralogische Zusammensetzung in »3 links zeigt, dass der Ton T1 ein quarzreicher Lehm ist, der Kaolinit sowie Illit und Smektit enthält. Der Tonmineralgehalt des Schiefertons T2 ist größer, zudem sind Pyrit und organische Bestandteile vorhanden. Die Mischung M1 hat einen höheren Gehalt an Quarz und etwas kleinere Gehalte an Tonmineralen und Organik als die Mischung M2. Die Mischungen M2a von 2023 und M2b von 2024 unterscheiden sich trotz gleicher Rezeptur geringfügig in ihrer Zusammensetzung. Die Mischung M2b enthält etwas mehr Organik sowie weniger Quarz und Calcit als die Mischung M2a. Die Tonmineralgehalte beider Mischungen sind nahezu identisch.
Die chemische Zusammensetzung in »3 rechts entspricht dem Mineralbestand in Bezug auf die Gehalte an SiO2-/Quarz- und CaO-/Calcit. Die Ergebnisse der C/S-Analyse bestätigen die Gehalte an Calcit, organischer Substanz sowie Pyrit in Ton T2 und den Mischungen.
4.2. Eigenschaften der gebrannten Probekörper
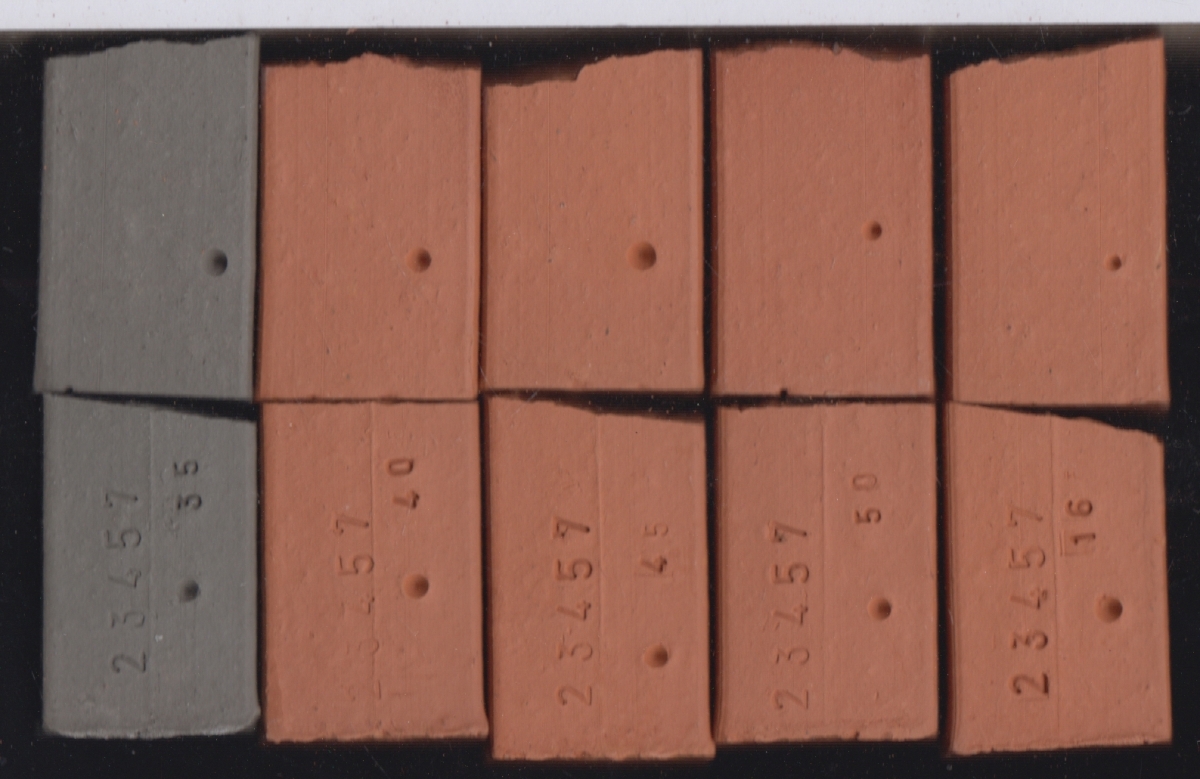
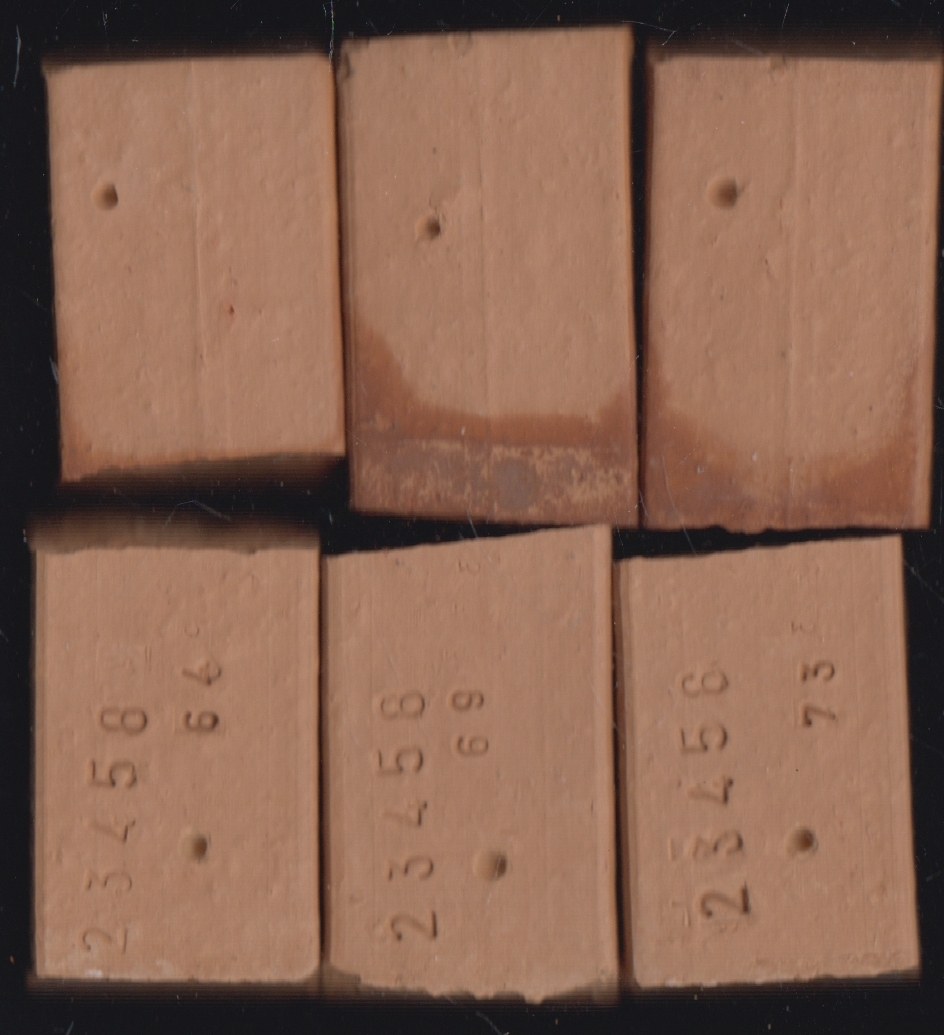
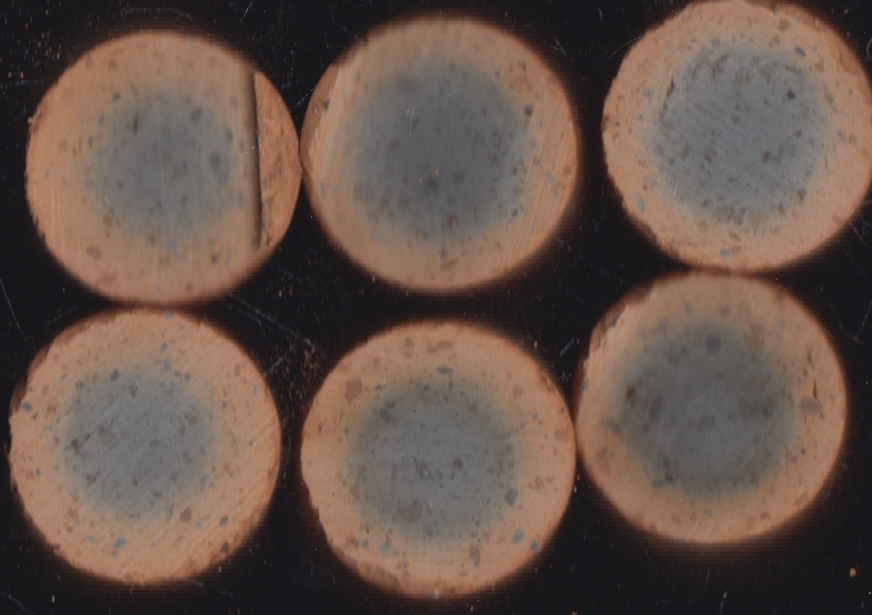
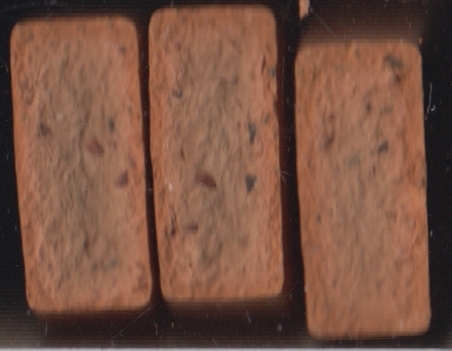
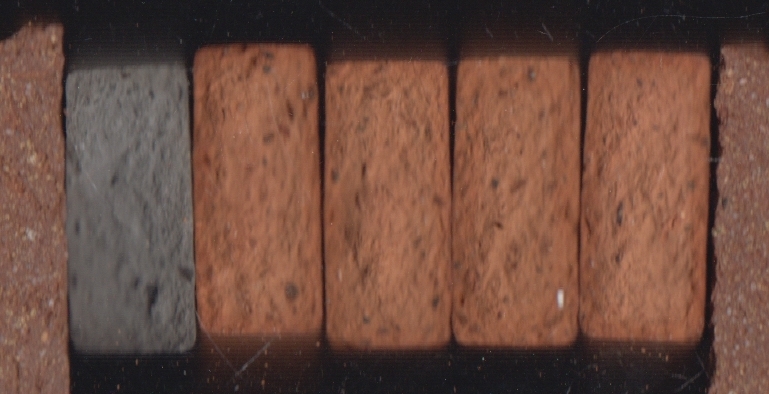
Die Brennfarben und Besonderheiten der Probekörper nach dem Brennen sind in »Tabelle 2 dargestellt und beschrieben (Brennbedingungen und Abkürzungen vgl. »Tabelle 1).
Die Brennfarben in »Tabelle 2 zeigen, dass bei fast allen Bränden die Probekörper äußerlich gleichmäßig ziegelrot gefärbt wurden. Eine Graufärbung trat bei allen Probekörpern ausschließlich beim Brand in der Wasserdampfatmosphäre auf. Wasserdampf verdrängt Sauerstoff im Ofenraum nahezu vollständig, dringt in die Poren ein, reduziert die Eisenminerale und führt zu einer Graufärbung. Geringfügig sind von Material zu Material Farbunterschiede zu sehen, die durch den Mineralbestand hervorgerufen werden.
Reduktionskerne bildeten sich bei Ton T2 in allen Ofenatmosphären, insbesondere beim simulierten Erdgasbrand im Hydrothermofen. Der Ton T2 enthält im Vergleich zu Ton T1 Pyrit sowie organische Bestandteile. Der lokale Sauerstoffverbrauch infolge der Pyritzersetzung und die Oxidation der Organik können zu reduzierenden Bedingungen im Material führen, während die Oberfläche durch den Sauerstoff im Ofen oxidiert. Die Mischungen hingegen zeigten helle Reduktionskerne, welche im Kammerofen ausgeprägter als im Hydrothermofen waren. Sie sind auf Calcit und Organik zurückzuführen.
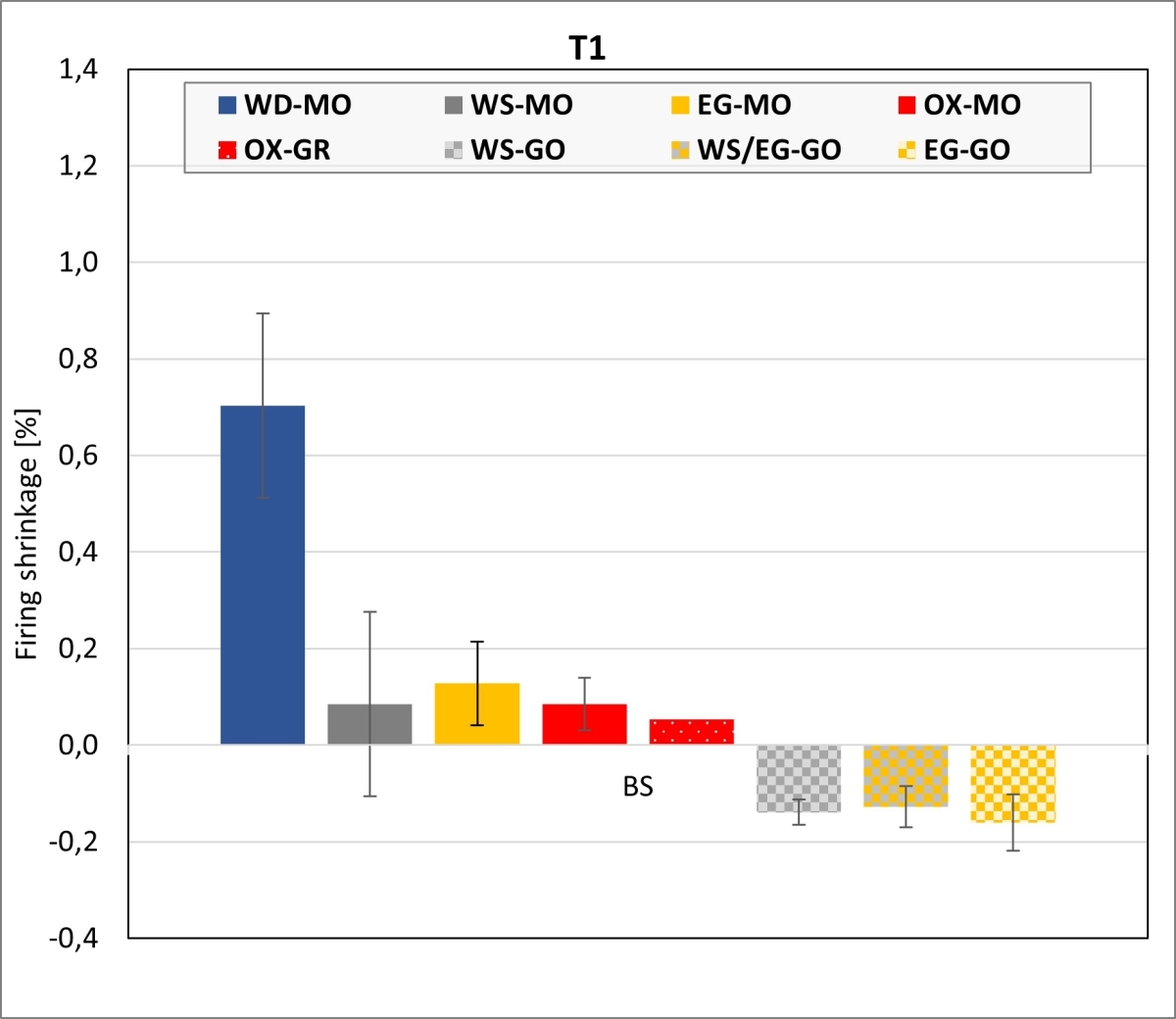
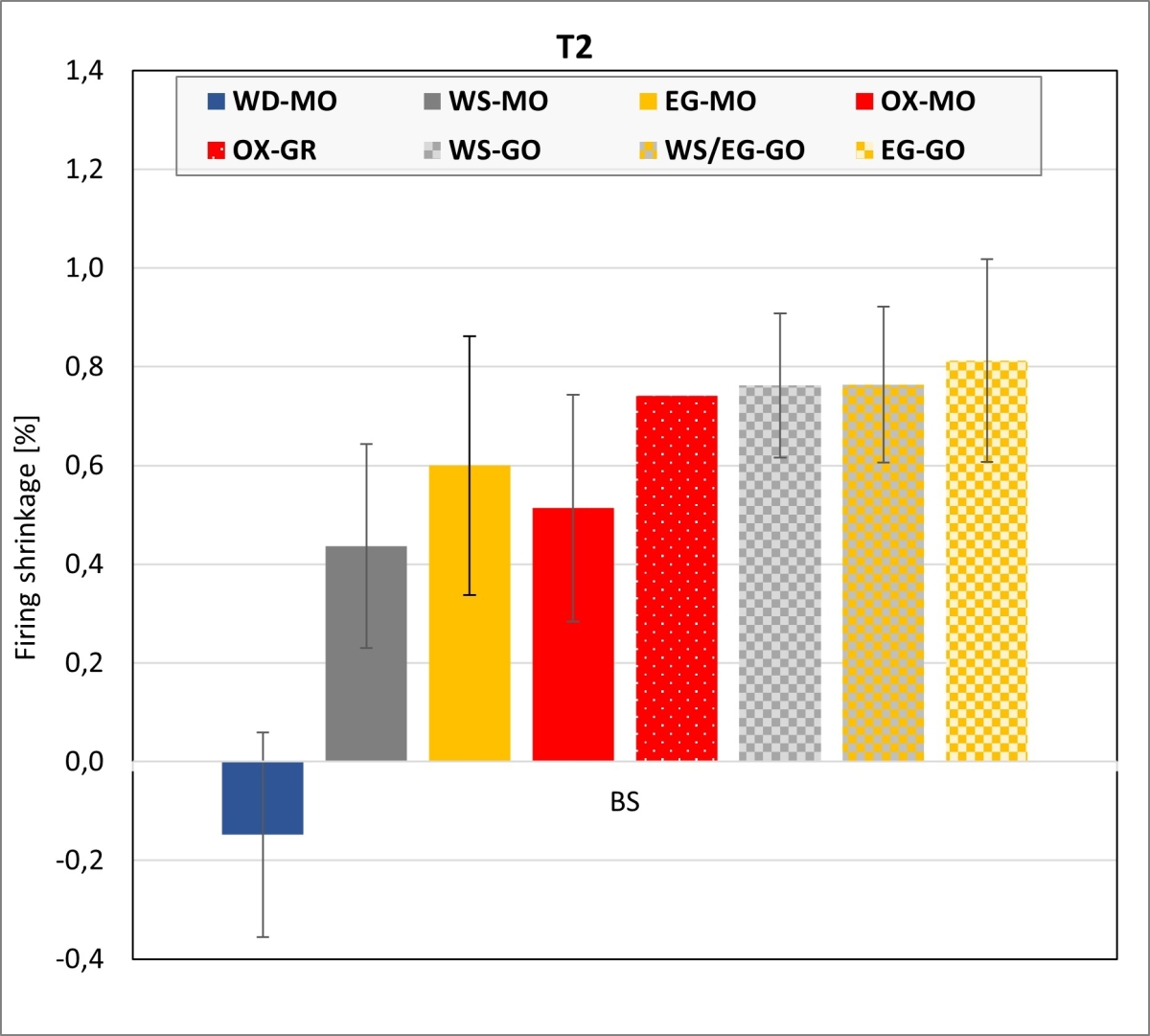
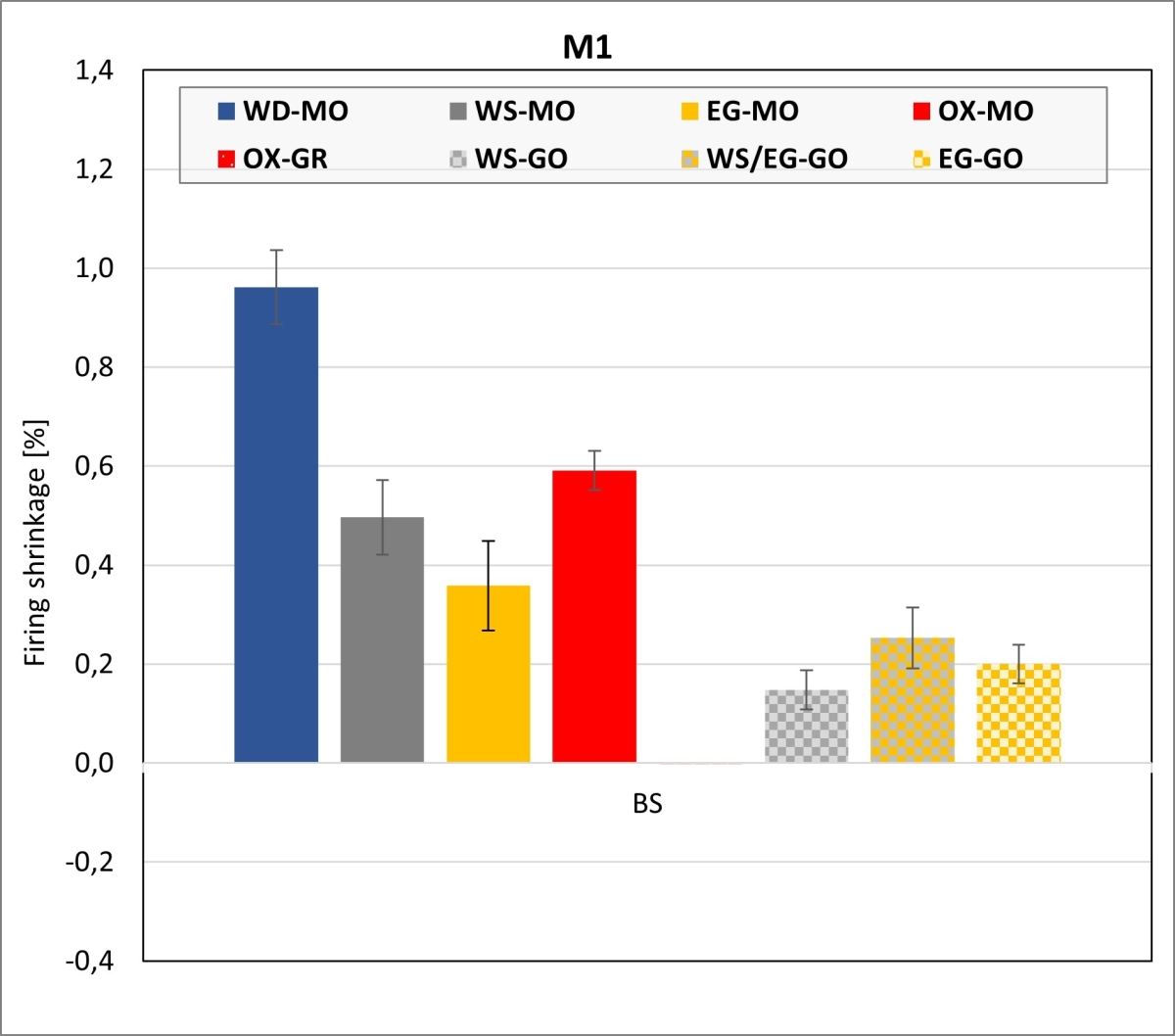
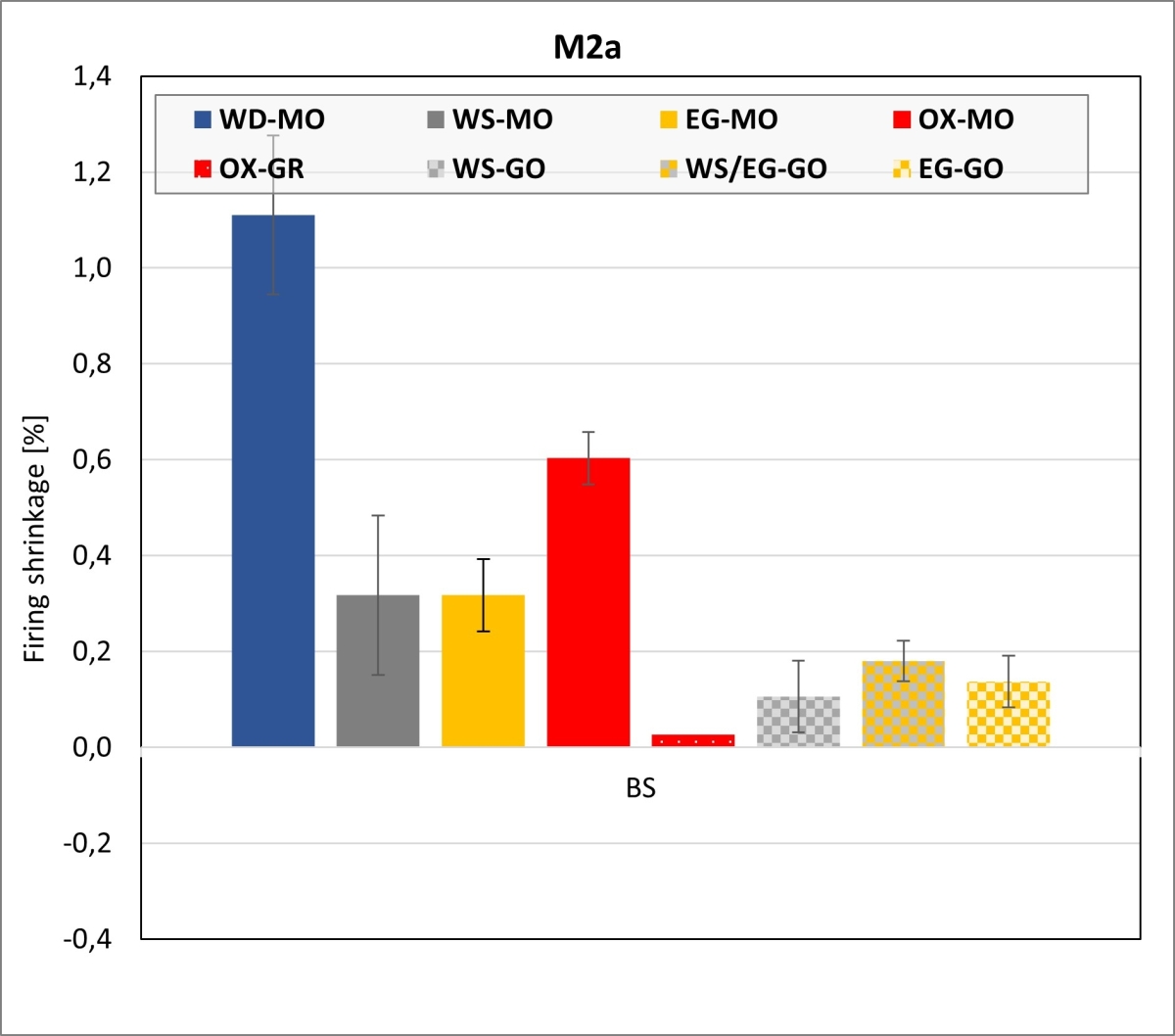
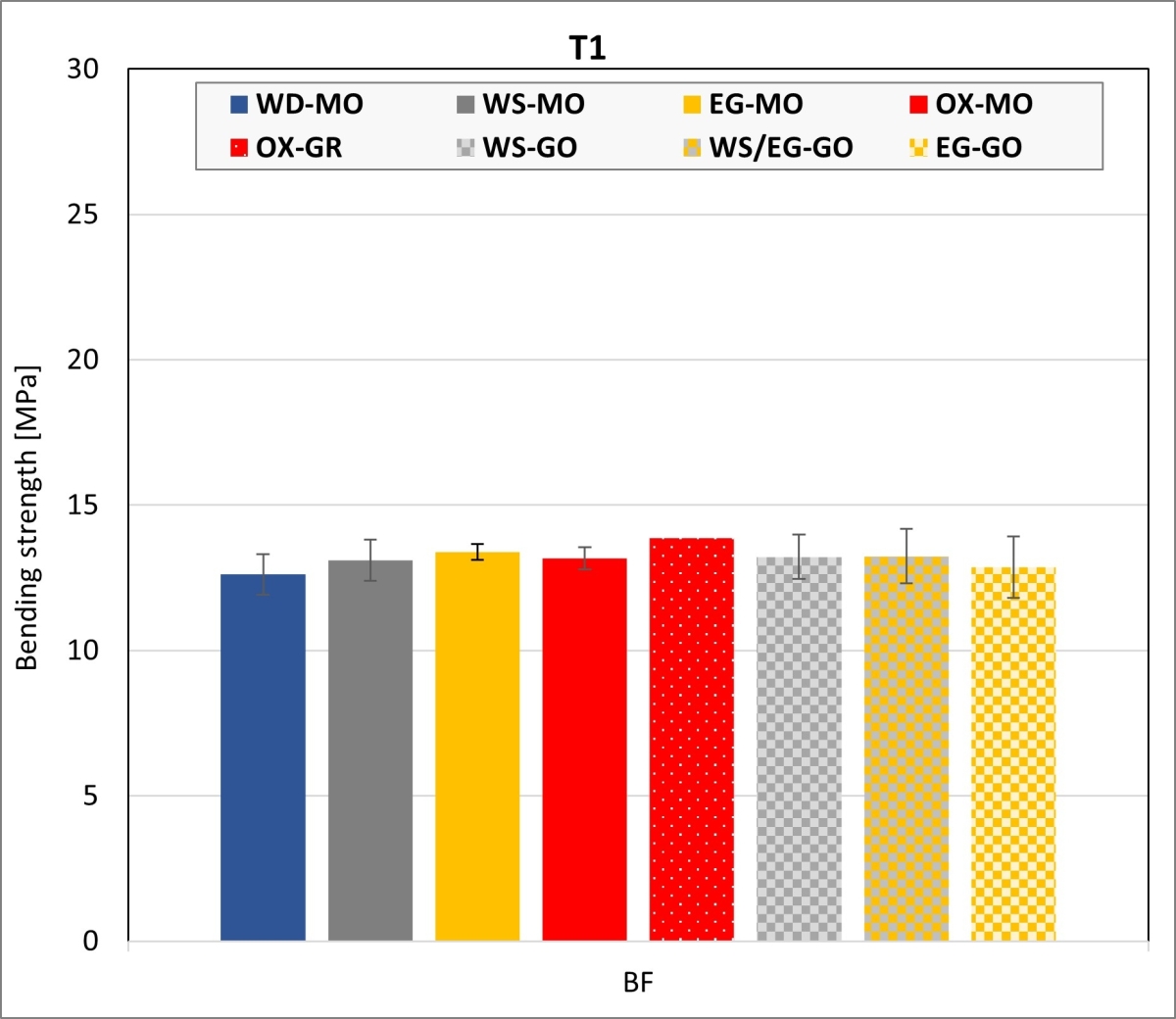
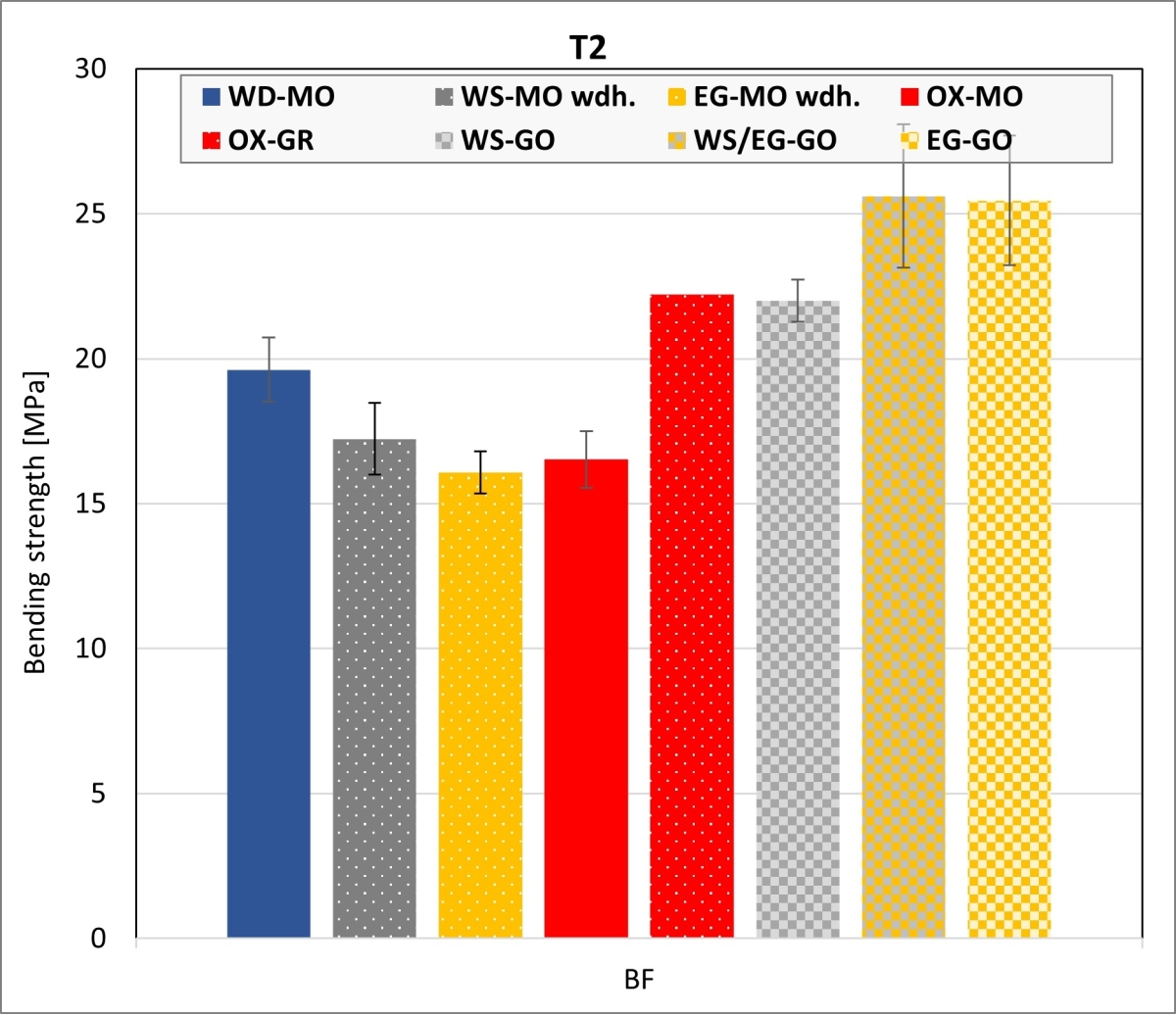
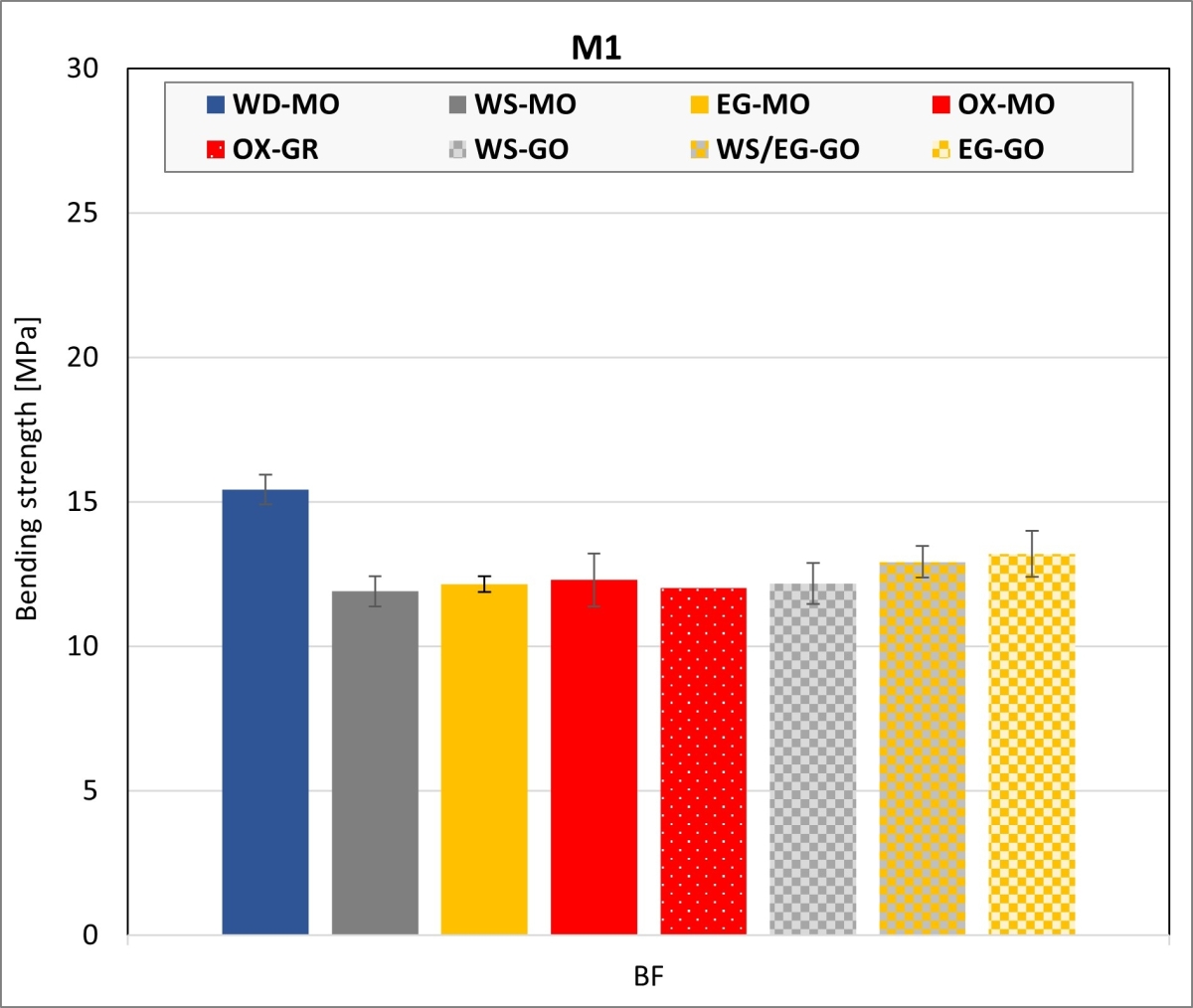
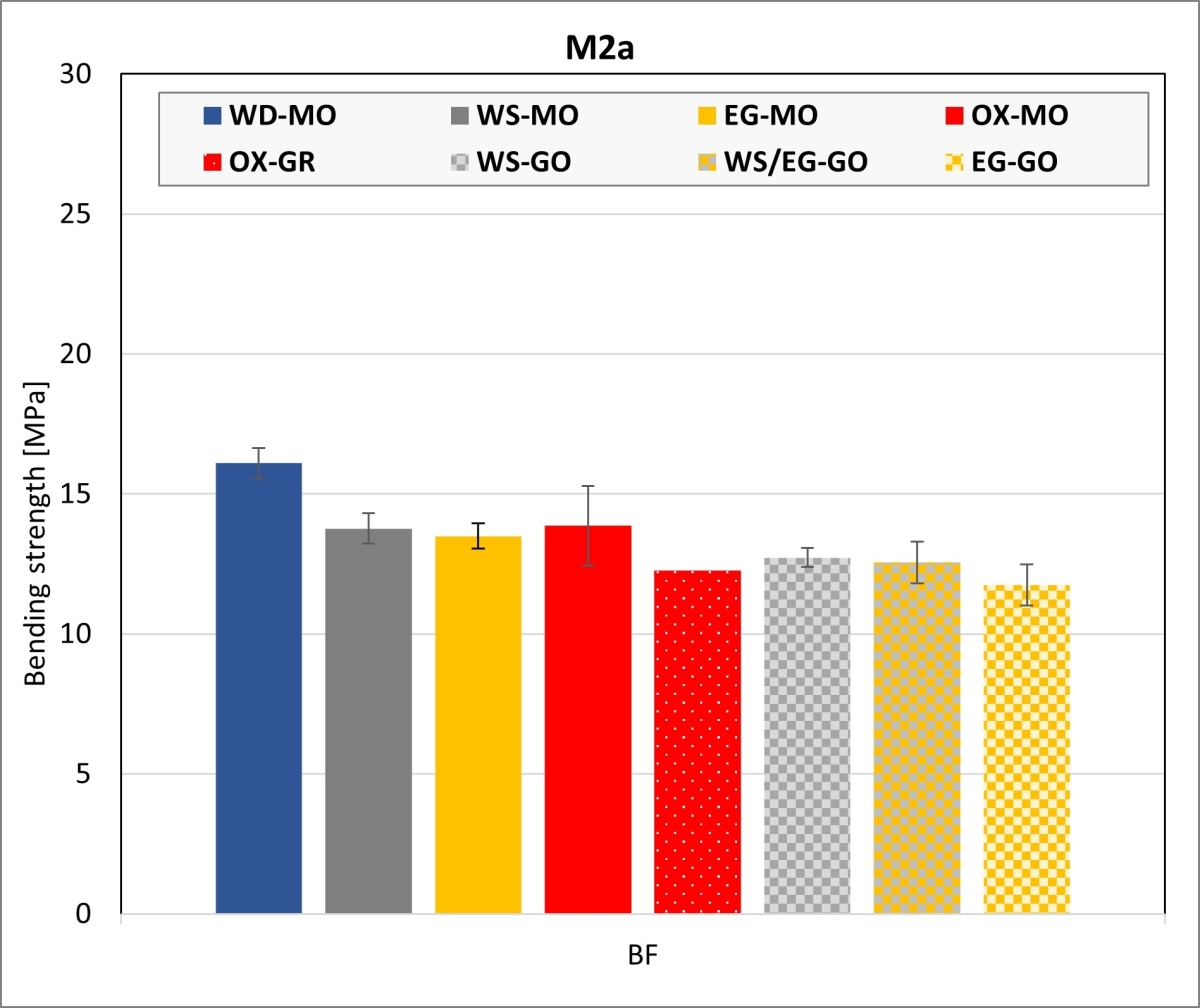
Die keramischen Eigenschaften nach dem Brennen in den unterschiedlichen Öfen und Ofenatmosphären sind in »4 bis »7 dargestellt. Angegeben sind zudem die Standardabweichungen vom Mittelwert aus jeweils fünf Messwerten. Die Werte vom Gradientenofen sind Einzelwerte ohne Standardabweichung.
Der Masseverlust ist bei allen Ofenatmosphären nahezu gleich groß - mit Ausnahme der Wasserdampfatmosphäre, bei der bisher ungeklärte größere Verluste auftraten. Im Kammerofen sind die Masseverluste geringfügig größer als im Hydrothermofen. Ton T2 hat einen größeren Masseverlust als Ton T1 durch seinen höheren Tonmineralgehalt. Die beiden Mischungen porosiert (M1) bzw. hochporosiert (M2a) haben durch ihren Gehalt an Calcit und Organik einen größeren Masseverlust als die Einzeltone.
Die Wasseraufnahmewerte zeigen, dass die Ofenatmosphäre keinen wesentlichen Einfluss auf das Brennergebnis hat. Eine Ausnahme ist die Wasserdampfatmosphäre und insbesondere Ton T2, der einen wesentlich geringeren Wert als bei den restlichen Atmosphären aufwies. Im Kammerofen wurden bei beiden Mischungen etwas geringere Wasseraufnahmewerte erreicht als im Hydrothermofen. Die großen Wasseraufnahmewerte beider Mischungen werden durch die Calcitentsäuerung und den Ausbrand der Organik hervorgerufen.
Die Brennschwindungen von Ton T1 und den Mischungen sind gering und nahezu unabhängig von der Ofenatmosphäre. Eine Ausnahme ist die Wasserdampfatmosphäre mit vorwiegend größeren Schwindungen. Im Kammerofen waren die Schwindungen zudem etwas kleiner als im Hydrothermofen. Ton T2 schwindet außer in Wasserdampf beim Brennen stärker als Ton T1 und die Mischungen. Die Werte streuen stark und sind ebenfalls nahezu unabhängig von der Ofenatmosphäre, in Wasserdampf kleiner und im Kammerofen größer als im Hydrothermofen. Die Tone unterscheiden sich in ihrer Zusammensetzung. Ton T1 ist ein sandiger Lehm und zeigt bis 890 °C nahezu keine Brennschwindung. Ton T2 ist ein Schieferton, enthält weniger Quarz als Stützkorn und hat einen höheren Flussmittelgehalt sowie Grobkornanteil < 250 µm. Aufgrund seiner Texturbildung streuen die Messwerte stark.
Die Biegezugfestigkeiten der Tone und Mischungen unterscheiden sich unwesentlich von den Ofenatmosphären und der Art des Ofens mit Ausnahme der Wasserdampfatmosphäre. Diese führte bei Ton T2 und beiden Mischungen zu größeren Festigkeiten. Die Werte von Ton T2 streuten zudem stark. Der Ton enthält plättchenförmige Tonminerale wie Illit und Muskovit, die zu Texturen und damit zu Störstellen im Gefüge führen. Zudem bilden sie bei der Verdichtung und beim Brennen eine dichtere, festere Matrix. Höhere Festigkeiten als im Hydrothermofen erreichte der Ton T2 im Kammerofen. Der Ton T1 hingegen ist lehmig mit einem höheren Quarzanteil und weniger plastischen Tonmineralen und führt zu einer homogenen Struktur mit ähnlichen Festigkeiten.
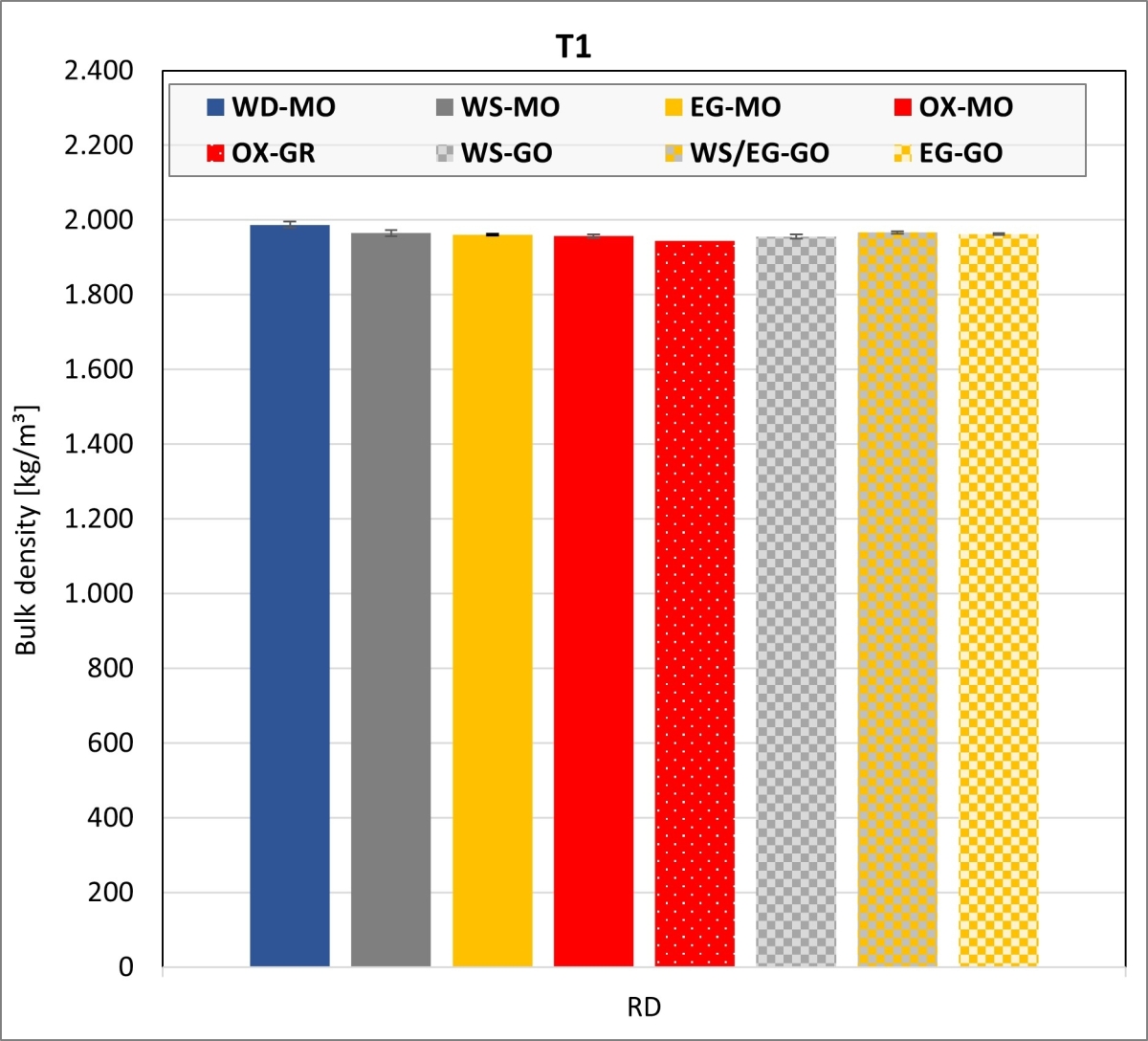
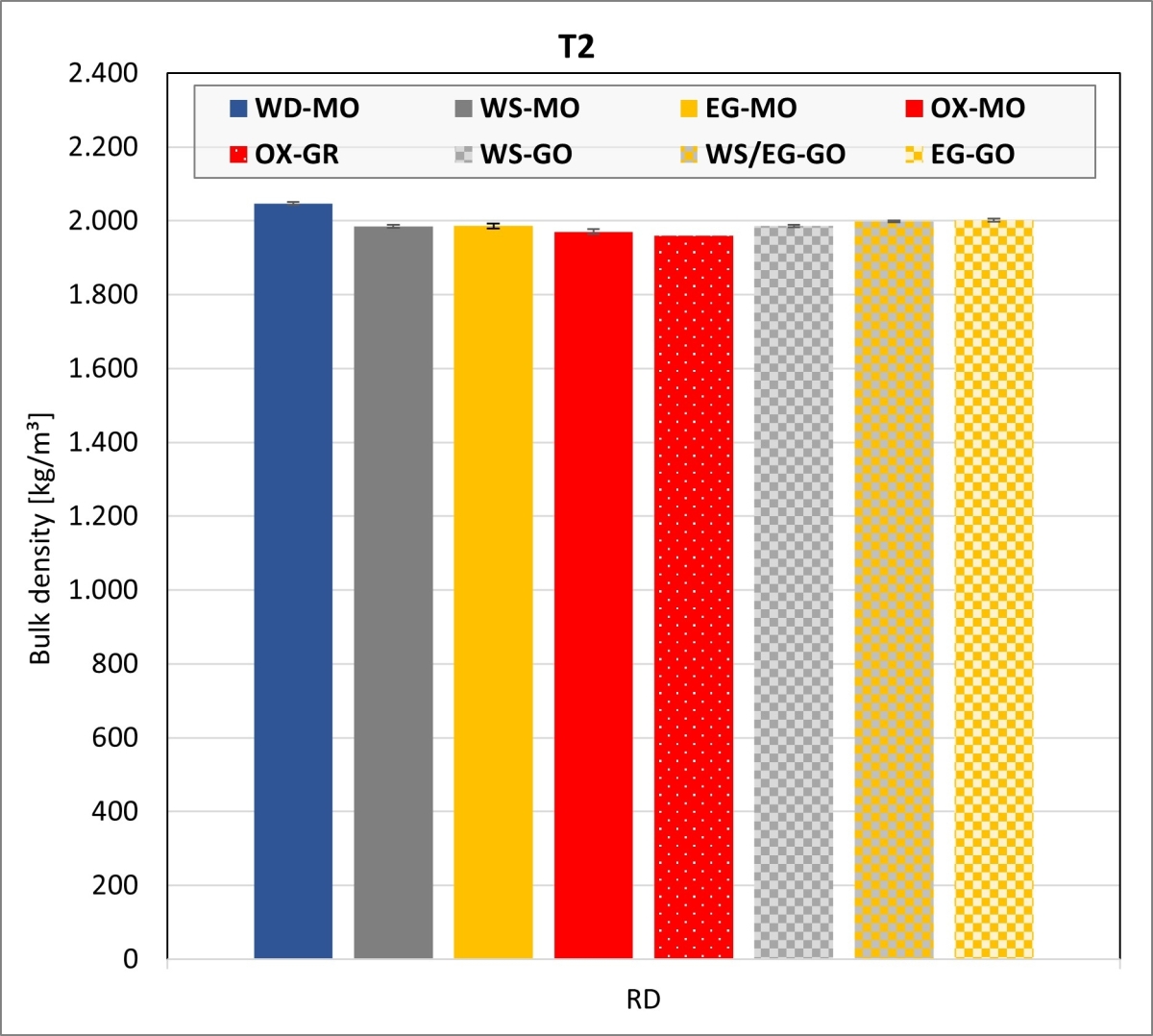
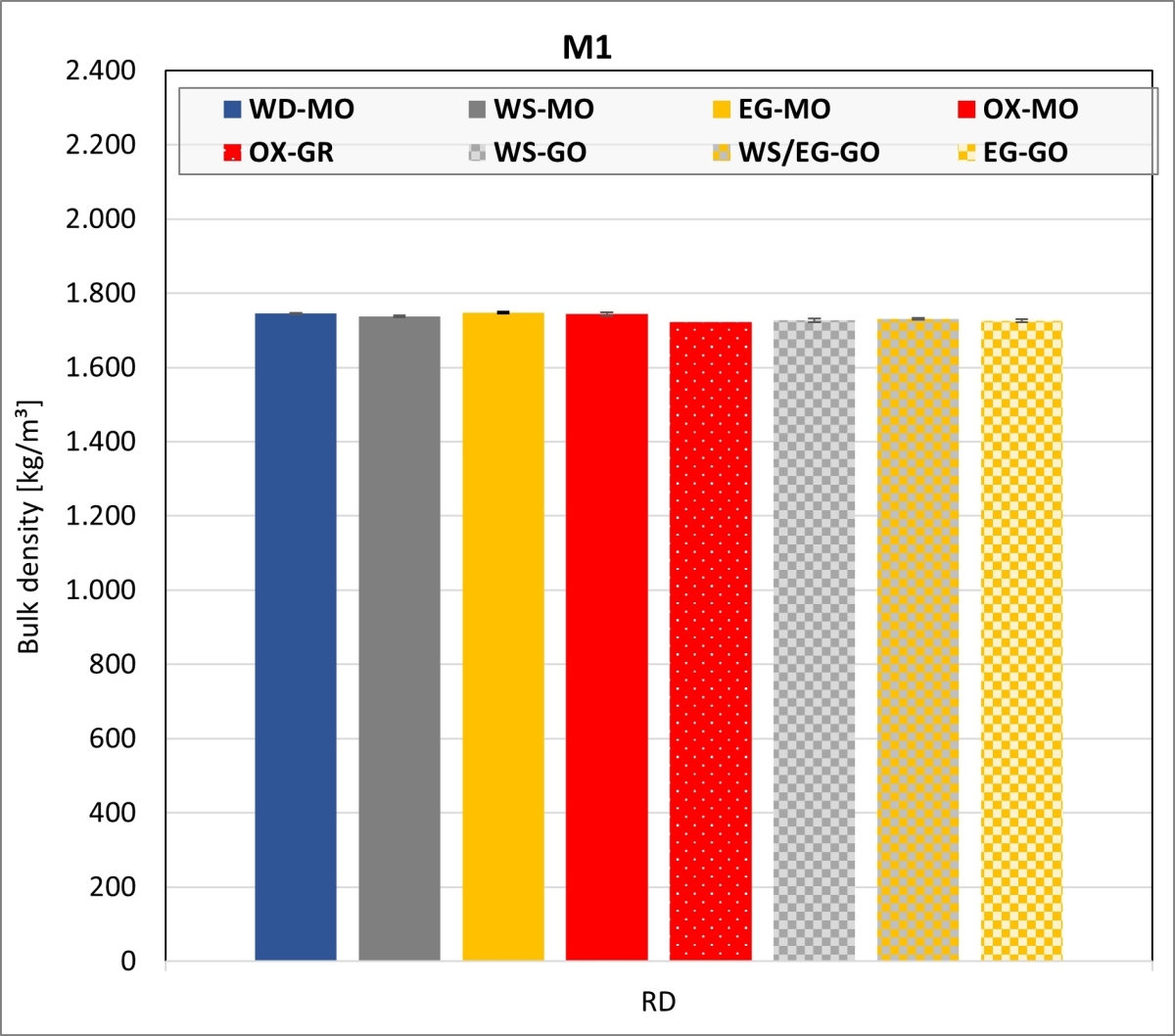
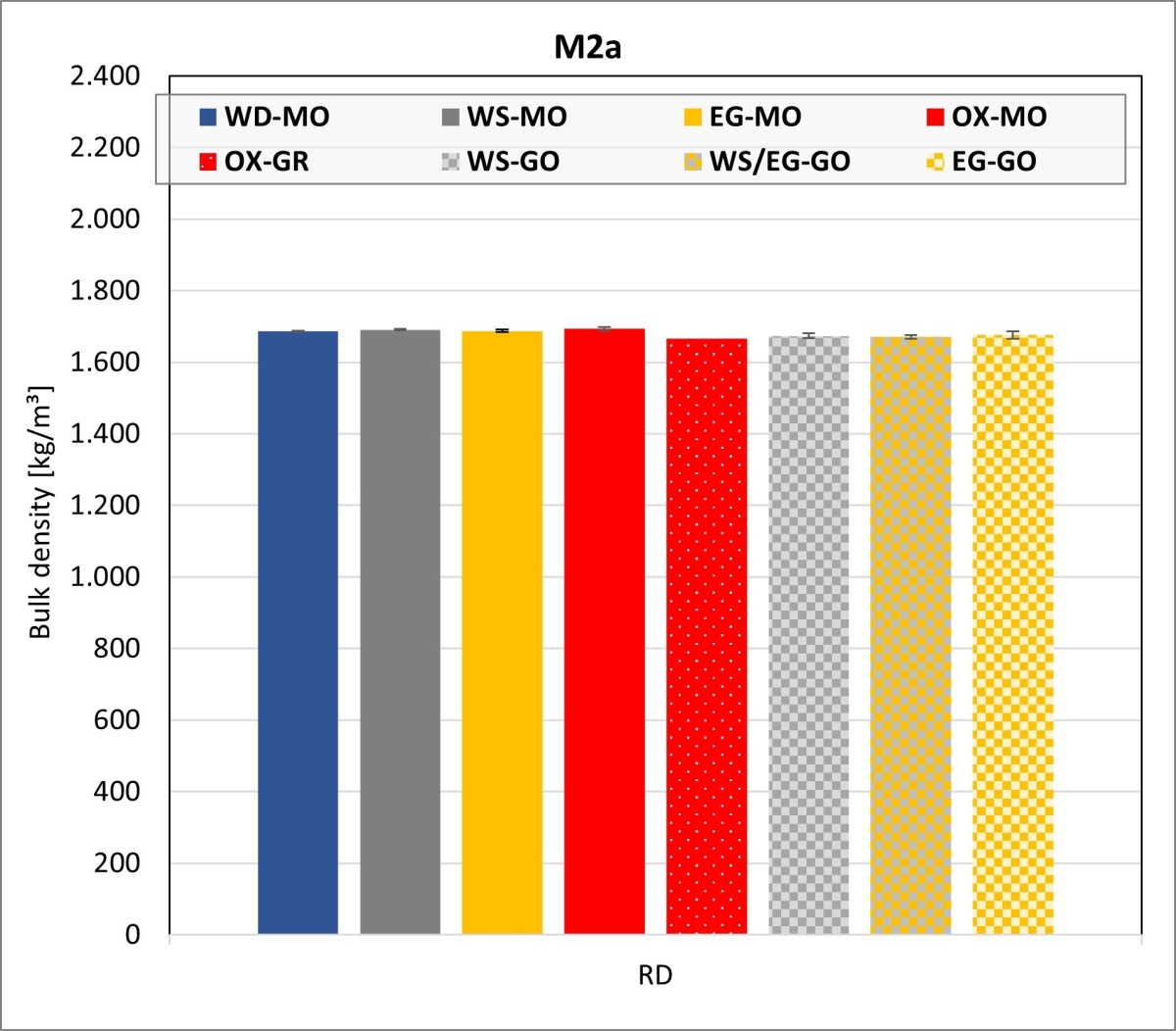
Die Rohdichte der Tone lag zwischen 1.950 und 2.050 kg/m³. Die Mischungen wiesen durch die Porosierung geringere Dichten als die Tone auf. Die Ergebnisse zeigen, dass die Ofenatmosphäre wie die Art des Ofens keinen wesentlichen Einfluss auf die Dichte hatte. Lediglich beim Brand mit Wasserdampf wurden bei den Tonen geringfügig größere Werte festgestellt.
Die Ergebnisse der Wärmeleitfähigkeit und der Rohdichten der Mischungen M1 und M2a nach dem Brennen im Hydrotherm- bzw. Kammerofen zeigt »8. Die Werte streuen nach dem Brand im Hydrothermofen stärker als nach dem Brand im Kammerofen, da diese Platten unpräziser geschliffen waren.
Die Wärmeleitfähigkeit der Mischungen ist nach dem Brand im Hydrothermofen bei Wasserstoff geringfügig kleiner und im Kammerofen geringfügig größer als bei Erdgas. Die Wärmeleitfähigkeiten im Kammerofen sind bei 50 % Wasserstoff im Erdgas gleich den Werten bei Erdgas. Die Wärmeleitfähigkeiten sind nahezu unabhängig von der Rohdichte des Materials, die Werte liegen nahe beieinander. Im Detail ist jedoch zu erkennen, dass mit zunehmender Rohdichte auch die Wärmeleitfähigkeit steigt.
Die Rohdichten der Mischungen sind nahezu unabhängig von der Ofenatmosphäre. Im Kammerofen waren die Rohdichten geringfügig größer als im Hydrothermofen. Die Rohdichten der Mischung M1 sind geringfügig größer als bei Mischung M2a.
Zusammenfassend wird festgestellt, dass die Ofenatmosphäre, die bei der Verbrennung von Wasserstoff entsteht, die keramischen Eigenschaften der untersuchten Materialien sowohl im elektrisch als auch im gasbeheizten Kammerofen im Vergleich zu Erdgas nicht beeinflusst. Dies wird sowohl für die simulierte Tunnelofenatmosphäre als auch die direkte Beheizung mit Wasserstoff bzw. Erdgas gezeigt. Obwohl durch den diskontinuierlichen Brennprozess des gasbeheizten Kammerofens wesentlich mehr Wasserdampf als in einem Tunnelofen entsteht, waren keine wesentlichen Unterschiede bei den Brenneigenschaften zu verzeichnen. Die Ergebnisse des Brandes mit 50 % Wasserstoff im Erdgas zeigten keine Unterschiede zu den Bränden mit den Einzelgasen. Lediglich die Wasserdampfatmosphäre führte zu einer stärkeren Versinterung aller Materialien und zeigte sich an höheren Masseverlusten, Schwindungen, Rohdichten und Festigkeiten sowie geringeren Wasseraufnahmewerten, verbunden mit einer Graufärbung.