Klimaneutraler Brennprozess in der Ziegelindustrie
– Machbar für uns?





Wir sagen „Ja“, es ist machbar. Dabei ist uns klar, dass dies eine sehr große Herausforderung für alle Beteiligten ist. Wir brauchen gemeinsam viel Engagement und Mut, um dieses Ziel zu erreichen.
Einleitung
Wir erinnern uns, wir selbst haben gemeinsam in die Roadmap der Ziegelindustrie eine CO2-Neutralität bis 2050 geschrieben. Der Gesetzgeber hat über das Klimaschutzgesetz den Termin nochmals um fünf Jahre vorgezogen, also eine Treibhausgasneutralität bis 2045 vorgeschrieben.
Aufgrund der sich stark veränderten geopolitischen Situation ist nur noch schwer kalkulierbar, wie sich die Energiekosten in Deutschland und Europa entwickeln.
Somit ist die Dringlichkeit der Steigerung der Energieeffizienz extrem gestiegen. Klimakatastrophen wie im Ahrtal oder in Pakistan sowie die „Winterdürre“ in vielen europäischen Ländern zeigen das Ausmaß der Erderwärmung und die Dringlichkeit der Treibhausgasneutralität.
Wie schaffen wir das?
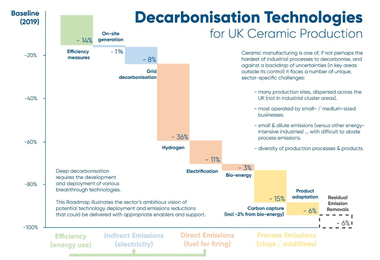
Nur regenerativ - also über Wasserstoff, Elektrifizierung, Biogas, synthetische Gase und biogene Porosierungsmittel.
Strom, hergestellt aus Photovoltaik oder Wind, ist im Moment eine der Energiequellen, die kostentechnisch kalkulierbar sind. Die Eigenstromerzeugung liegt bei sieben bis neun Cent/kWh für Photovoltaik-Strom und stellt eine wirtschaftliche Alternative dar.
Wasserstoff liegt derzeit noch bei ca. 18 Cent/kWh bei der Eigenherstellung aus Photovoltaik und Elektrolyse.
Für Deutschland ist schon heute klar, dass ein wesentlicher Anteil des benötigten Wasserstoffs bzw. seiner Derivate, wie Ammoniak und Methanol, importiert werden muss. Mit steigendem Anteil an Wasserstoff wird sich die Wirtschaftlichkeit verbessern.
Der Erdgaspreis unterliegt starken Schwankungen, extremen Abhängigkeiten und es ist unvorhersehbar, wie sich der Preis langfristig entwickelt.
1. Wasserstoff
Wasserstoff ist eines der Urelemente unseres Planeten. Er steht im Periodensystem der Elemente auf Platz eins und vielleicht steht er bald auf der Liste der Brennstoffe auch auf Platz eins.
Keller beschäftigt sich schon seit Ende 2020 mit dem Thema Wasserstoff und ist Mitglied in einer Forschungsgemeinschaft, die sich aus fünf Partnern aus NRW zusammensetzt: Institute, Brennerhersteller, Ziegler und Anlagenbauer.
Die gemeinsamen Ziele sind eine neue Brennertechnik für 100 Prozent Wasserstoff oder wahlweise Erdgasbetrieb (Zweistoffbrenner) und die Substitution von Erdgas mit Wasserstoff in höchstmöglichem Maße.
Im Juni dieses Jahres wird die erste Brennergruppe auf einem vorhandenen Ofen in der Ziegelindustrie einsatzbereit sein. Keller ist aufgrund von Vorversuchen optimistisch, dass die Brennergebnisse positiv sein werden.
2. Elektrifizierung
Wir sehen unterschiedliche Möglichkeiten der Elektrifizierung. Dazu wurden Brennversuche mit Wandheizregistern und mit Elektro-Heizstäben durchgeführt, um Erfahrungen zu den Einsatzmöglichkeiten der Geräte zu sammeln.
Nach den Analysen können elektrische Heizstäbe wirtschaftlich sinnvoll bis ca. 800 °C Brennraumtemperatur eingesetzt werden. Der Heizdraht glüht dabei mit ca. 1150 °C. Bei dieser Temperatur beträgt die Standzeit ca. fünf Jahren. Diese halbiert sich bei einem Anstieg der Glühtemperatur um 50 °C.
Je kleiner das Delta T zwischen Brennraum und Heizdraht, umso geringer ist die verbleibende Heizleistung.
Kanalerhitzer können z. B. in Umwälzkreise auf dem Ofen oder als Zuheizung für den Trockner eingesetzt werden.
Auch Heißlufterzeuger sind zur Heißlufteinblasung im Ofen verwendbar. Allerdings ist der Temperaturbereich begrenzt, da die Ausgangstemperatur bei max. 1100 °C liegt.
Als weitere Alternative ist die Elektrifizierung von Teilprozessen möglich, z.B. im Verpackungsbereich. Hierzu hat Keller bereits einen elektrifizierten Folienhaubenautomat geliefert.
Die Mikrowellentrocknung ist eine bereits seit vielen Jahren bekannte Technik. Auch sie kann zur Elektrifizierung von Teilprozessen beitragen. Keller hat im Jahre 1998 eine Mikrowellen-Pilotanlage gebaut, in der sechs Magnetrone mit je zwei kW installiert wurden. Sie dienten der „Vorwärmung“ der Produkte auf ca. 60 °C, bevor diese in einen konventionellen Durchlauftrockner übergingen. In zahlreichen Vorversuchen konnten positive Ergebnisse erzielt werden. Die Herausforderung liegt darin, diese Technik in bestehende Anlagen zu integrieren, sei es als vorgeschaltete Trocknermodule oder auch zur Temperaturerhöhung des Tonstranges sowie von Einzelprodukten im Bereich der Zuführung zur TTW-Beladung.
3. Steigerung der Energieeffizienz
Der erste und wesentliche Schritt zur CO2-Neutralität muss zunächst die Steigerung der Energieeffizienz sein, die schlussendlich in eine weitest gehende Entkopplung von Ofen und Trockner mündet.
Um die Ziele zu erreichen, sind in den Bestandswerken folgende Themen zu bearbeiten:
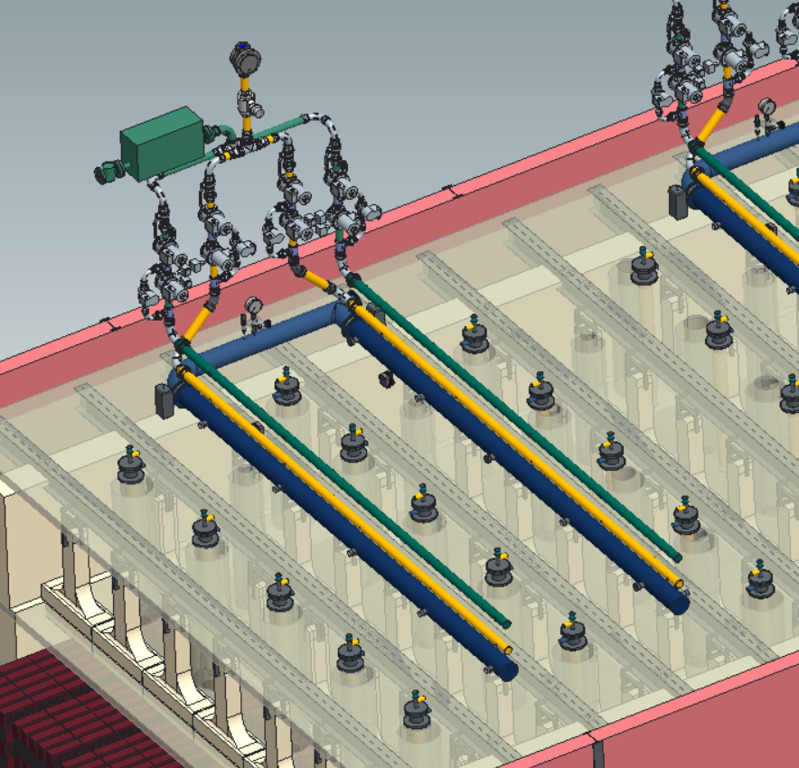
1. Umwälzung der Luft
Die Umwälzung der Luft dient der Steigerung des Wärmeüberganges mit dem Ziel, mit niedrigeren Längsströmungsmengen auszukommen, also einem niedrigeren Luft/Ziegel-Verhältnis im Ofen.
Die von Keller gebauten Umwälzsysteme stellen eine anlagenspezifische und damit optimierte Lösung dar. Systeme Decke-Decke, Decke-Seite und Seite-Seite wurden realisiert und sichern eine ideale Besatzströmung mit verbesserten Alpha-Werten.
Bei Neuanlagen ist über eine längere Kühl- und Aufheizzone nachzudenken, um durch einen zeitlich verlängerten Wärmeübergang die Effizienz zu steigern und somit geringere Luft/Ziegel-Verhältnisse zu erzielen.
2. Nutzung der vorgewärmten Verbrennungsluft
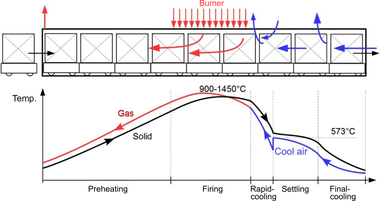
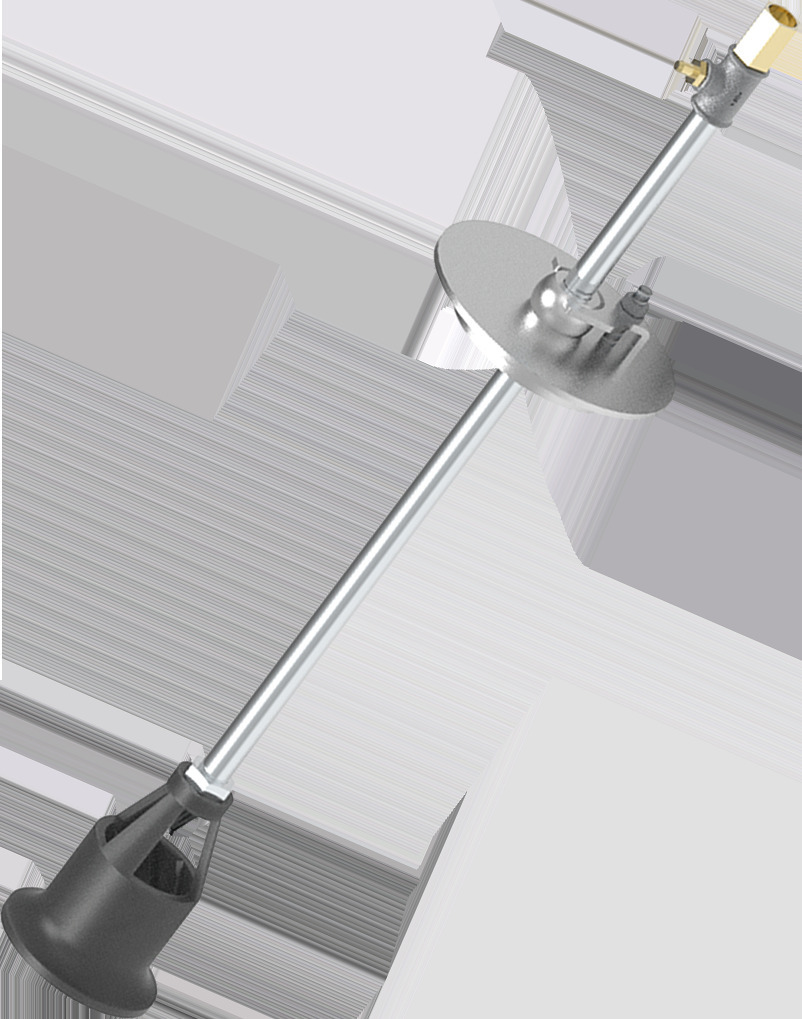
Eine seit langem bekannte Maßnahme zur Steigerung der Energieeffizienz ist die Nutzung von vorgewärmter Verbrennungsluft. Noch besser als vorgewärmte Verbrennungsluft ist die ausschließliche Eindüsung von Gas in den Ofen unter Nutzung der Umgebungsluft als Verbrennungsluft. Hierfür bedarf es der sogenannten Reingasbrenner. Keller hat zwei Lösungen zu bieten: der Keller Brenner CF 10 mit Gasein-düsung und einer geringen Spülluftmenge sowie den neu entwickelten Keller HT Reingasbrenner, über den nur Gas eingedüst und die Umgebungsluft über einen speziell ausgeformten Brennerkopf eingemischt wird.
3. Verringerung der Ausfahrverluste des Ofens
Keller hat bereits in den 1990er Jahren Versuche zum „Fahrbalkenofen“ durchgeführt. Mit Hilfe dieser Technik können die Ausfahrverluste deutlich reduziert werden, da die den Ofen zugeführten und abgeführten TOW-Massen auf ein Minimum reduziert werden.
Bei den üblichen Bestandsanlagen liegen die Ausfahrverluste über den Ofenwagen bei ca. vier bis zehn Prozent des thermischen Energiebedarfs des Ofens. Eine Gewichtsreduzierung der existierenden Tunnelofenwagen um bis zu 50 Prozent erscheint realistisch, wodurch sich die Ausfahrverluste auf zwei bis fünf Prozent reduzieren lassen.
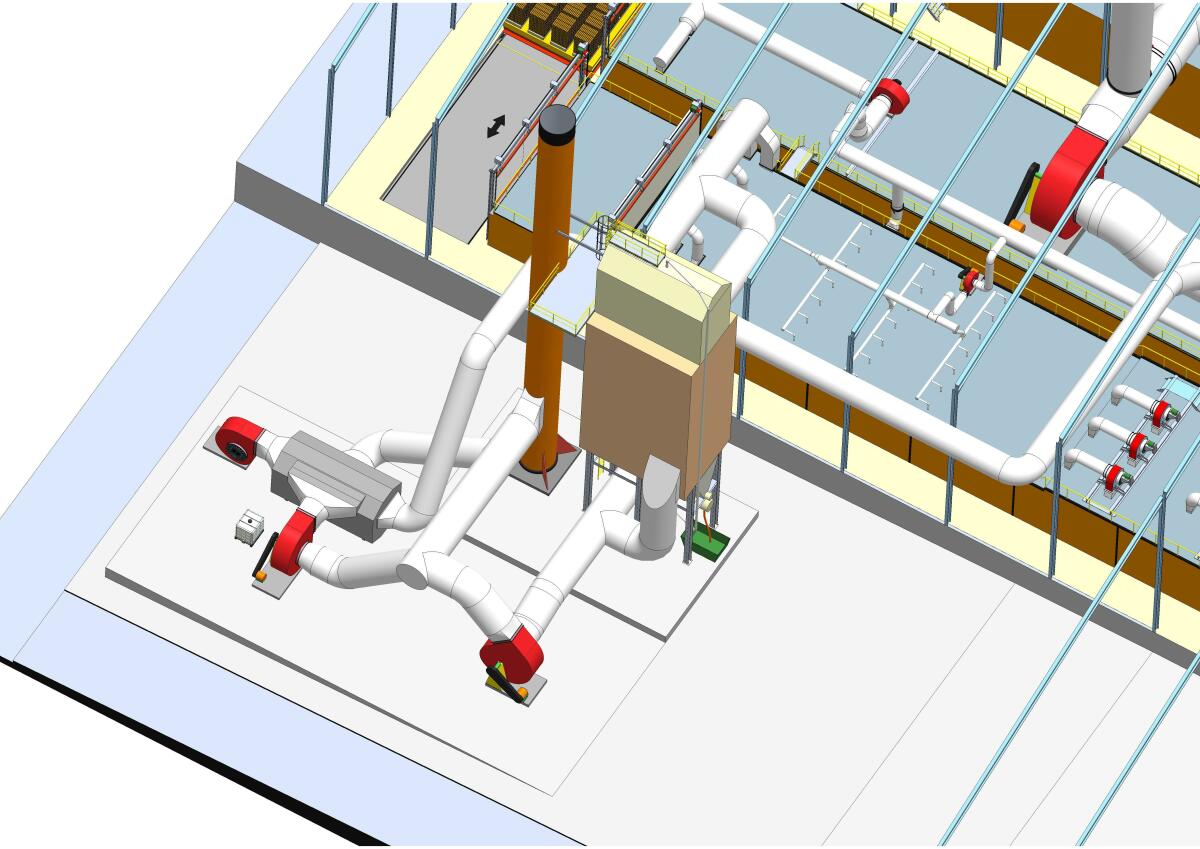
4. Entkopplung von Ofen und Trockner
Wenn die Entkopplung von Ofen und Trockner ganz oder zumindest überwiegend gelingt, stehen neue und somit regenerative Möglichkeiten zur Energieversorgung des Trockners zur Verfügung. Eine Möglichkeit ist der Einsatz einer Wärmepumpe. Dabei wird die in der Nassluft enthaltene Kondensationsenergie genutzt und mit Hilfe der Wärmepumpe auf ein höheres Temperaturniveau transferiert. Hierbei können einstufige oder mehrstufige Kompressionswärmepumpen zum Einsatz kommen. Mit diesen Pumpen werden wirtschaftlich sinnvoll Temperaturniveaus von ca. 110 °C bei einer Arbeitszahl (COP) von ca. drei erzielt.
5. Energierückgewinnung durch Rauchgas
Eine weitere interessante Möglichkeit der Energierückgewinnung liegt im Rauchgas. Die Rauchgasverluste eines Ofens liegen bei ca. 25 Prozent des Energiebedarfs des Ofens. Eine Rückgewinnung macht somit Sinn und kann mit den bekannten Thermoölwärmetauschern oder alternativ mit Polymerwärmetauschern erfolgen. Mit Polymerwärmetauschern kann ohne Probleme die Hälfte der Energie rückgewonnen werden, wenn man bewusst in den Säuretaupunkt fährt. Das wäre also eine Rückgewinnung von 12,5 Prozent der gesamten Ofenenergie. Diese steht auf einem Temperaturniveau von ca. 110 °C zur Verfügung und kann optimal für den Trockenprozess genutzt werden.
6. Verwendung von Holzgas
Holzgas ist ein Biogas, welches durch eine Pyrolyse hergestellt wird. Bei der Holzvergasung können ca. 94 Prozent der eingesetzten Energie in Holzgas umgewandelt werden. Der Heizwert liegt bei ca. drei kWh/m³ und damit bei etwa 1/3 vom Erdgas, d. h. es muss in die Anlagentechnik eingegriffen werden, weil die dreifache Gasmenge durchgesetzt werden muss.
Voraussetzung für eine sinnvolle Nutzung ist, dass in Standortnähe hinreichend Gebrauchtholz zu einem attraktiven Preis zur Verfügung steht.
7. Steuerung und Regelung von Energieflüssen
Eine weitere Maßnahme zur Steigerung der Energieeffizienz ist auch eine „intelligente“ Steuerung bzw. Regelung. Energieströme lassen sich besser koordinieren und Prozesse punktgenauer regeln. Abhängigkeiten müssen vorrausschauend koordiniert werden. Dies gilt insbesondere dann, wenn regenerative Energiequellen eingebunden werden, da diese nicht stetig zur Verfügung stehen. Die Sonne scheint nicht immer und auch der Wind weht nicht zu jeder Zeit.
Bei Interesse und für weitere Informationen wenden Sie sich gerne an: