SABO upgraded and modernizes brick plant in Moldova in stages
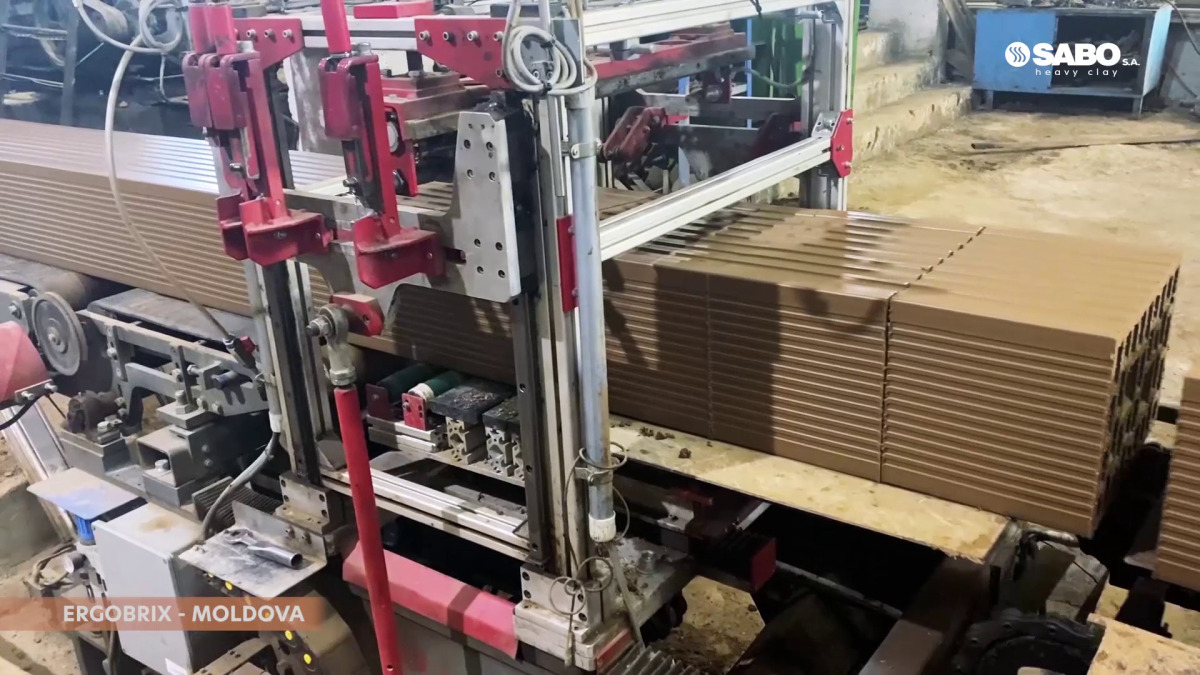


Often, old heavy clay plants have the potential to be profitable investments by improving and upgrading the existing machinery in order to be able to produce more valulable products for the market in a more efficient way. SABO has recently completed such a renovation at a plant in Tvardita village in Moldova. The plant’s operator and SABO’s contractual partner was ERGOBRIX SRL, apparently the only producer of large-format heavy clay blocks in the country. The project consisted of a phased investment that aimed mainly at both a capacity and a quality upgrade.
What there was before
The old production line was built back in the 90’s by a Serbian company. There were two lines, one for producing bricks, sized 250x120x65, and one for producing roof tiles. After a change in ownership and management in 2017, SABO was assigned to audit the factory and eventually was awarded a contract to modernize the plant. The modernization took place over several years and three steps until reaching today’s result.
New equipment, new products and a new cutter
The first phase of the project was completed already three years ago and encompassed important interventions at the line for producing bricks, including clay grinding, extrusion, cutting and regulation. That involved changing two rollers on the preparation line and implementing automatic control of the whole preparation line. The existing extruder was upgraded with all the eqipment necessary for a fully automatic process, i. e. regulation of water feeding and pressure and temperature checking. The kiln and dryer, with 20 chambers, received an automatic regulation. Finally, new gas burners with self-ignition were installed for preheating.
At that time, with the aim of product differentiation in the market, a new filiere was installed to enable the production of blocks instead of small bricks.
As a second step, involving also only the brick producing line, the old cutter was replaced with a new one, the model SABO DF600, which was connected to the old line.
Putting the roof tile line back into operation
During the third step, SABO put a second, old line production line for roof tiles, which had not been operational for many years, back into operation at a new second shift. A robot was installed to snatch wet blocks from the main cutter and send them onto the second line for loading into the 8 chamber dryers of the post roof tile line.
Along with that, all the equipment was installed that is necessary for transporting the products on laths to the already existing loading elevator and from there to the setting line. To manage the automatic transfer, SABO installed a second robot with grippers specifically designed for that purpose by teh company.
Finally, a new setting line was built allowing to pack the kiln wagon asymmetrically. This was made possible by a combination of special programming and aforementioned grippers.
Final touches
Recently SABO put the final touches on the project by putting an old idle dryer into operation at the second shift, establishing the critical connection to the old cutting line and the setting machine serving both lines.
„The idea was to make the key additions to connect the two dryers by utilizing most of the existing machinery“, says a SABO spokesperson and explains: „For this reason, robots have been used to connect the two lines, which are ideal for such cases to create flexible, functional solutions that are efficient in space utilization. The specific solution was developed through identifying the specific areas and equipment that were creating downtimes and limiting plant capacity. At this prioritization, the input and close cooperation with the customer and the people of the factory was critical.“
The upgrade also included visualization of dryer parameters that are important for its regulation and a setting machine designed to automatically load the kiln car in a way that does not affect the firing process.