Sabo delivers a new setting machine to Meridian Brick




The project was ordered in mid-2018, just a few months after Sabo’s entry on the US market through its representation by Reymond Products International Inc. Reymond Products International Inc. has been making custom extrusion dies for the heavy clay industry and, as one of the leaders in this market, sells its products worldwide. The new cooperation opens up the opportunity for Sabo to establish itself in the US market and introduce its technology there.
This was already the second project delivered to Meridian Brick. Back in March 2019, a smaller-scale project, a new transfer car for the plant in Gleason, Tennessee, was successfully delivered and installed.
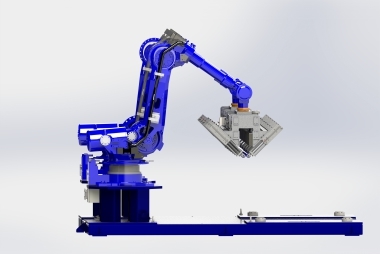
In the new project, a new robotic setter was designed and commissioned for 45 000 bricks per hour. The new setter includes all the machines downstream of the existing slug-cutter up to the loading of kiln cars onto the existing transfer car of the holding room. It is one of the biggest active setters in the United States of America.
From the day of order placement, all the departments of Sabo were immediately engaged in the project in order to design, construct, test and ship the line within a total period of six months. Before the dispatch period, Meridian engineers and managers had the opportunity to inspect the line assembled in Sabo premises during inhouse testing, sharing their last comments on last-minute improvements. The whole transportation of the new setter was organized by Sabo on a door-to-door basis.
After dismantling of the old machine, the remaining civil works started immediately. Installation of the new machine was really demanding owing to the size of the machines as well as the limited space and access in this part of the building, so the project demanded considerable precision. The expert group of people consisted of a complete team led by a project manager, site manager, experienced fitters for mechanical and electrical works as well as mechanics and electricians. The whole project was based on a strict and tight time schedule of five weeks installation and two weeks commissioning. The installation of the machines could be completed on time, thanks to the support of the whole Meridian team.
The new line
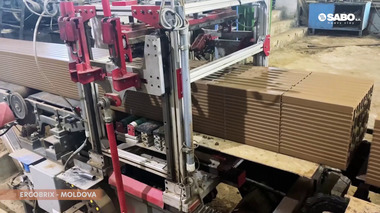
The new line starts downstream of the existing slug cutter with a short belt that drives the slugs on the slug duplication machine. This machine moves left and right every 3 s in order to create a group of two slugs, which are then cut at a cutting frequency of 6 s in 2 x 40 bricks. The cutter has a double wire bank and is able to switch automatically when a wire is broken. A fast-clamp system gives the operator the opportunity to change 40 wires in less than 10 minutes. Pre-grooved roller disks enable chamfered or textured corners on the brick edges.
After the cutter, the bricks are sent on the main marshalling belt to the duplication gripper, which creates stacked layers of bricks. A group of 160 bricks (2 double lines of 40 bricks each) move step-by-step up to the intermediate programming marshalling belt which creates the final pattern of bricks for the robots. Four robots pick up 60 bricks per cycle from the marshalling belt and set them on the empty kiln cars. The robots work in groups of two on either side of the marshalling belt. The bricks are spaced directly by the robot gripper. Special Fanuc safety software ensures that the two robots can work on a small area without collision and in proper synchronization.
Apart from the setting of bricks on their edge, there is also the option of flat setting. Above the intermediate small marshalling belt is the flat setting gripper which can lift and rotate bricks into flat position. The flat setting function gives the opportunity to the whole setter to be easily switched from edge to flat.
The line is also equipped with two roller machines and their respective cutters that place automatically plastic film on top of the car. It is also possible to place nets between two or more layers of the bricks. The net is fed and cut automatically while it is placed by the robot gripper that pulls the net from the net dispenser. The machine can signal to the operator that the roll is nearly empty so he can replace this easily and quickly so as to minimize the downtime of the machine.
The indexing system ensures that both lines always have empty kiln cars ready and waiting to be loaded. At the exit of the kiln cars, the line must be very fast to maintain the machine cycles.
The whole setting machine fulfils the highest standard of safety norms and is programmed and controlled by means of an independent safety PLC system. The whole area is completely protected. Access for the operators, inside the safety areas, when needed, is fast thanks to special sliding doors and safe thanks to a special key locking system.
The operator has physical vision of most of the line as well as digital vision through six high-definition cameras installed in key positions surrounding the whole machine, allowing an additional view of areas that are otherwise difficult to see into.
The line was delivered complete with access platforms, and waste conveyors to remove waste material coming from cutter off-cuts, waste chopper and other positions.
Sabo S.A.
www.sabo.gr