Developments in the recycling of clay bricks and
brick masonry (Part 1)
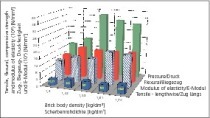
![»1 Overview of the chemical composition of the tested brick materials and product-typical ranges according to Vogt [2]](https://www.zi-online.info/imgs/1/5/5/0/1/0/9/Bild_1-a275dde1d5b8688f.jpeg)


Clay brick is a construction material with a long tradition. The further development of its product properties is the subject of a wide range of efforts. To confirm the sustainability of the construction material, the focus is now on its recyclability as a new issue. In collaboration with the clay brick and roofing tile industry, IAB Weimar and IZF Essen have worked on several aspects in related research. Part 1 addresses the processing of clay bricks with integrated mineral insulation materials. Part 2 concerns the use of clay brick as a substitute raw material.
1 Introduction
In the different research projects, the following studies were conducted:
Processing of clay bricks with integrated mineral insulation materials
Use of clay bricks from demolished structures as a raw material substitute for clay brick production and
Use of brick flours from different product assortments as a pozzolanic additive in cement
2 Characterization of the starting materials
On account of the different objectives of the studies, a wide range of starting materials was selected. For the studies on the liberation of clay bricks filled with insulation material, nine products from current production were chosen. In the other studies, both unused and used bricks through to demolished masonry supplied by recycling companies were used. Pavers, roofing tiles and masonry bricks were included. Overall, a pool of 48 analysed samples resulted.
The chemical composition of the samples was determined by means of X-ray fluorescence analysis. This returned the percentual content of the main and secondary oxides as well as the losses on ignition. A systematization of these contents for various ceramic products was performed by Augustinik [1]. If the diagram from Vogt [2] based on this is applied to the materials studied here (»1), for masonry clinker bricks, roofing tiles and masonry bricks, agreements result between the ranges shown and the analysis results of the starting materials studied here. The clay bricks with integrated insulation material that come from current production exhibit both higher fluxing agents and higher oxide ratios for Al2O3/SiO2, tend, however, follow the “Masonry brick field”. The characteristic values for masonry bricks and filled clay bricks can be aggregated in a relatively narrow range. Masonry rubble from demolition projects differs considerably from unmixed bricks. The Al2O3/SiO2 ratio is shifted to lower values. Other typical differences between masonry rubble and unmixed bricks are higher losses on ignition and sulphate contents.
If we look at the results of the mineral phase analysis of the tested samples, it is possible to summarize that in the brick samples that were removed as far as possible in an unmixed state, besides non-converted quartz and feldspar, primarily amorphous silicates, consisting of silicate networks and, in the case of high-fired products, of glassy phase, were detected. In a small percentage, depending on the starting raw material, new mineral formations like anorthite, gehlenite, diopside, etc. were present. In the samples with mortar and render stuck to the material such as construction waste with a high content of clay brick or masonry rubble, besides the above-mentioned phases, percentages of calcium silicates, calcium silicate hydrate phases, gypsum/anhydrite, calcite and portlandite could be detected.
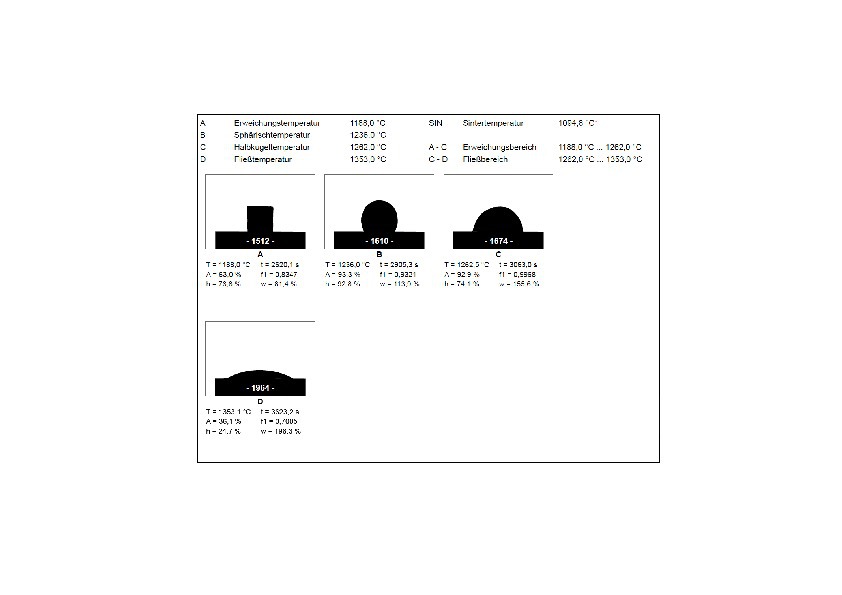
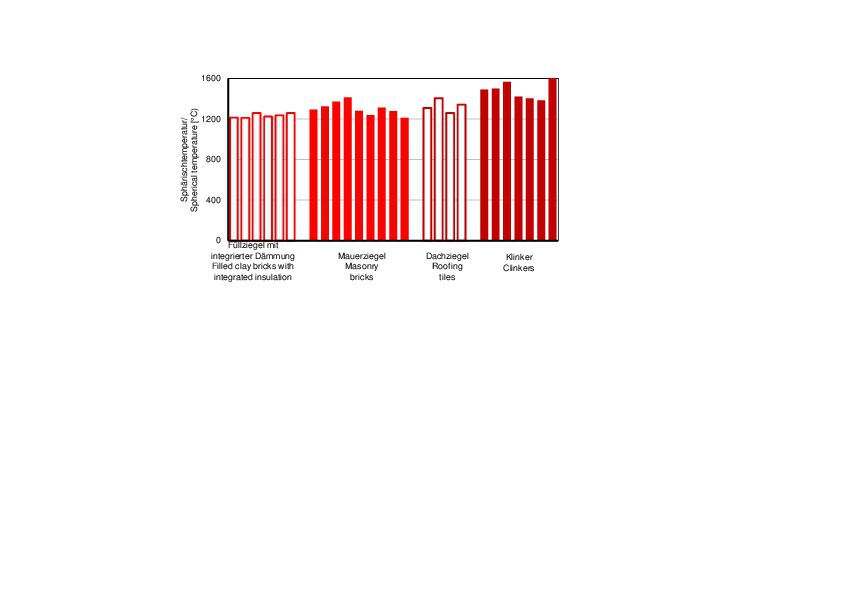
One property that is closely associated with the chemical and mineralogical composition is the melting behaviour. It was determined for selected clay bricks and crushed material with the help of a heating microscope. The tests were conducted on flours from which cylindrical test specimens with a diameter and a height of 3 mm were prepared. The silhouettes of the test specimens were optically analysed in a non-contact process under temperatures to max. 1 600° C. In accordance with DIN 51730:2007 [3], as the characteristic temperatures, the softening, the spherical, the hemisphere and flow temperature were specified (»2). With regard to the spherical temperature, the greatest differences in the comparison of the different product groups were established. It increases in the following order:
Filled clay bricks Masonry bricks Roofing tiles Clinker bricks (»3).
The cause for this are shifts in the chemical composition, an increasing content of SiO2 leading to a diffuse increase in the characteristic temperatures. If the content of melt phase formers increases as the sum of Fe2O3 + CaO + MgO + K2O + Na2O, these temperatures decrease on the other hand.
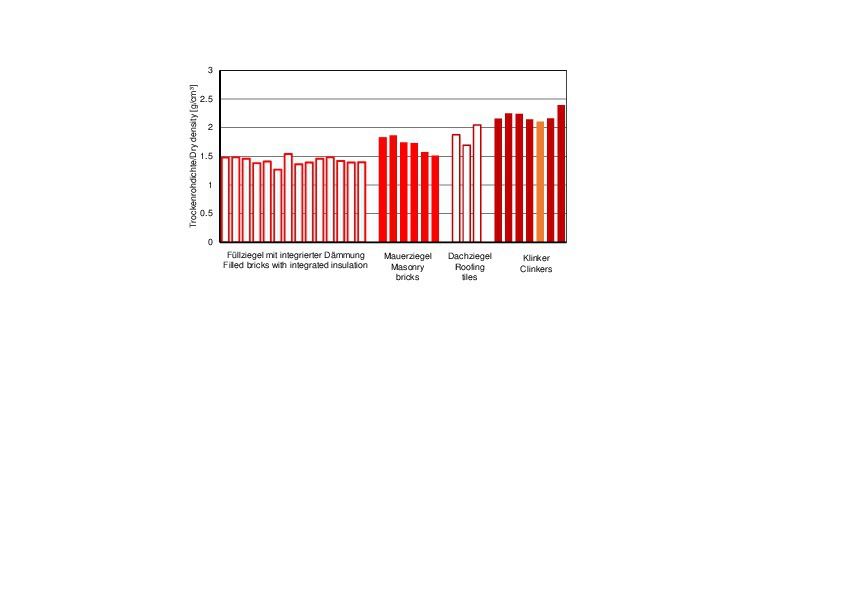
The material characterization of the bricks and crushed materials was conducted based on the densities of their bodies. These were determined first by means of immersion processes and second with powder pycnometry with dried specimens. In powder pycnometry, the volume of the brick body is determined based on the displacement of a solid measurement medium. This medium is a powder that consists of rigid microbeads with a defined particle size distribution and good flowability [4]. The density follows from the mass of the specimen and the volume of the displaced measurement medium. The dry densities range from a minimum of 1.27 g/cm³ for the clay bricks with integrated insulation to a maximum of 2.40 g/cm³ for one of the clinker specimens.
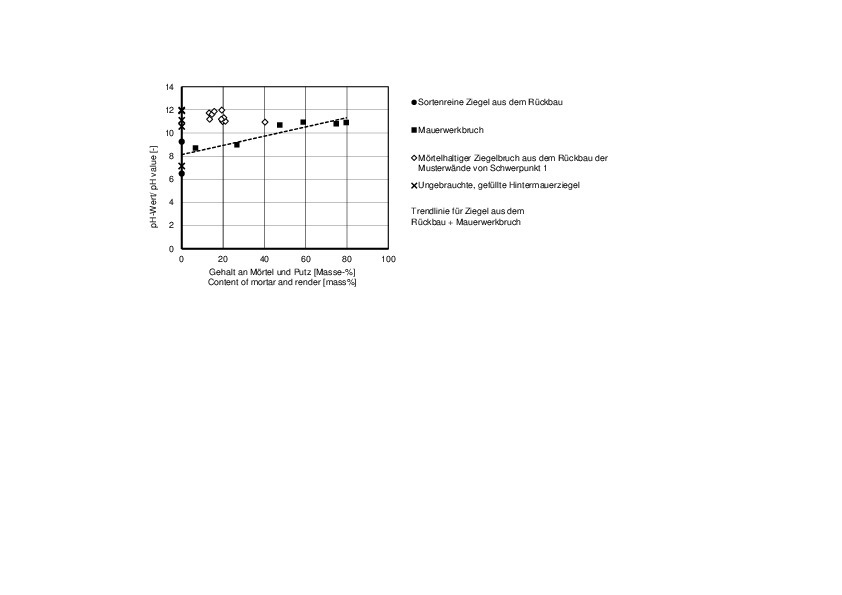
Brick recyclates are an established product for greening roofs. In the selection of plants, the pH value must be taken into consideration. The evaluation of the data measured as part of the focus on “brick circulation” shows for the unmixed bricks from the deconstruction and for the brick-containing masonry rubble a considerable increase in the pH value with increasing content of mortar and render (»5). The latter introduce alkaline constituents that effect the increase. Backing bricks with integrated insulation from the deconstruction of the sample walls of the first focus research project lie, like the backing bricks that come direct from production, above the trend line. The cause for this is the high lime content of the bricks.
3 Focus 1: Processing of bricks with integrated mineral insulation
Bricks with a porous body, the cavities of which are filled with insulation material, achieve thermal insulation values that make additional insulation of the exterior walls of buildings superfluous. This positive effect during the usage phase can be counteracted by the possibilities for recycling at the end of their use. With regard to the integrated thermal insulation, masonry consisting of filled clay bricks can hardly be selectively deconstructed. Processing must be done in recycling plants where the components are separated from each other so they can be sent to suitable recycling options.
In the studies described here, the objective is to technically prove that, by means of appropriate processing, composite building materials consisting of bricks with integrated thermal insulation can be
first liberated, i.e. the individual components physically separated along their joining interfaces and
recovered as unmixed fractions by means of appropriate sorting processes in the further course of processing
3.1 Material and methods
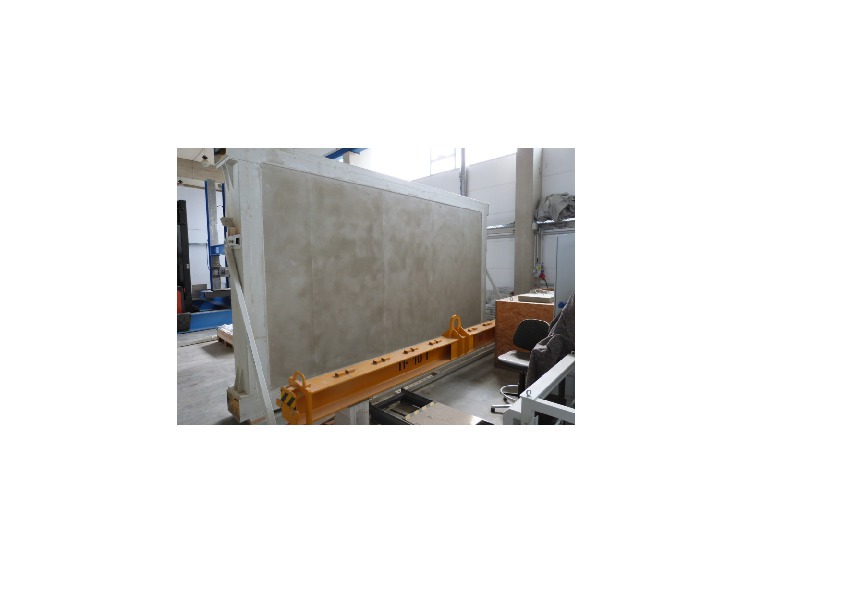
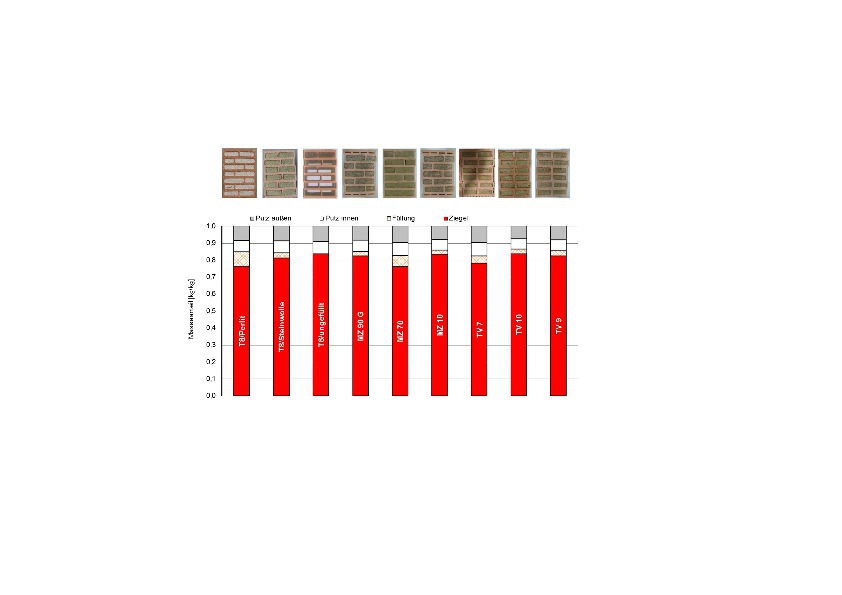
Starting point for the studies were a total of nine products from three brick manufacturers. Of these, seven were filled with rock wool. In addition, an unfilled and a brick filled with perlite were used. The bricks were used to build sample walls, being joined with thin-bed mortar; these walls were coated on one side with a lime-cement render and on the other side with a lime-gypsum render (»6). From the brick geometries, the thicknesses of the render layers and the densities of the components, the composition of the starting materials was calculated (»7).
After standing for five weeks, the sample walls were demolished and comminuted in an impact crusher at two different rotor circumferential speeds. The comminuted products were tested in screen analyses to ascertain the achieved particle size reduction. To determine the degree of liberation between the components, the particles > 8 mm were screened off, sorted manually, counted and weighed. In the sorting, a differentiation was made between clay brick, render, rock wool and composite particles (»8). Brick with small amounts of material sticking to it that could not be rubbed off were also regarded as liberated and classed with those bricks completely without any material sticking to them. Differentiation between the renders was not possible. The fine fractions that could not be sorted by hand were subject to chemical analyses.
The crushed material from three selected walls was sorted by means of air classification in a construction waste recycling plant. A vibrating screen operating upstream of the air classifier first removed the fine particles < 10 mm. The coarse particles > 10 mm were fed to the classifier and separated into high- and low-gravity materials. The separation efficiency was checked by means of manual sorting. As an alternative, sink-float sorting was tested on laboratory scale.
The tests were concluded with a field test in a recycling plant. Here, besides unused filled clay bricks, some from a sample wall erected on site and demolished immediately prior to testing were included. Comminution was performed in a jaw crusher. The crushed material was classified on a screen and the coarse fraction air classified. The results of the field test were assessed in a visual inspection.
3.2 Results
The mean particle size of the comminuted product from the impact crusher ranged between 9.6 and 23.0 mm. The content of particles < 8 mm amounts to 24.2 to 58.1 mass% (»Table 1). Systematic influences of the body density or brick content cannot be detected. The rotor circumferential speed does not have any definite influence on the fineness of the comminuted products either. The results confirm earlier conclusions according to which a considerable percentage of fine particles is produced with the comminution of clay bricks and masonry [5].
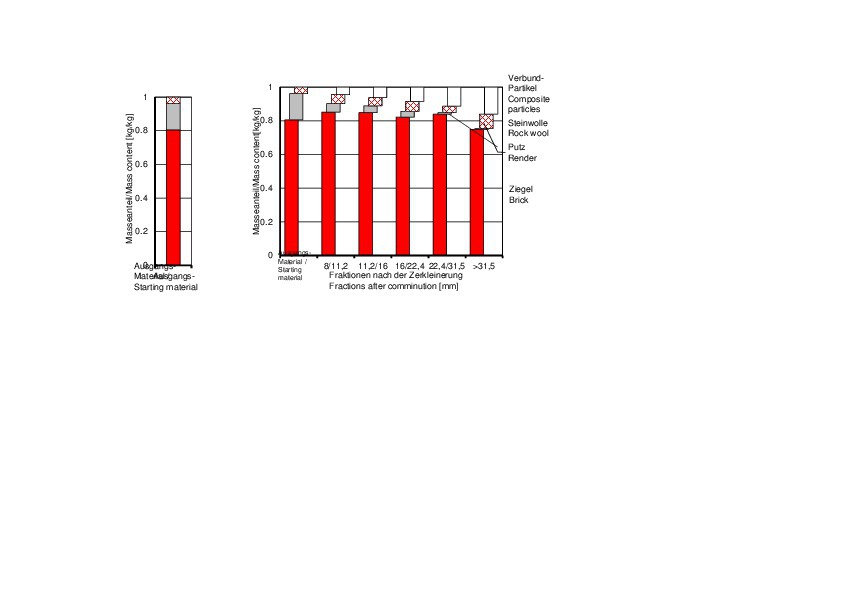
Comminution effects besides particle size reduction a separation of the construction materials bonded together in the sample walls. The degree of liberation achieved depends on the particle size (»9):
The proportion of brick particles without adhesions is higher in the size fractions 8/11.2 to 22.4/31.5 mm than the brick content in the sample walls. Liberation and concentration take place. Only in the coarsest fraction > 31.5 mm is the content of liberated brick particles lower than the brick content of the sample walls
The content of composite particles increases steadily with increasing particle size
Compared with the sample walls, render is substantially depleted in all tested fractions as starting material. From a particle size of 22.4 mm, the particle fractions are almost free of render
The rock wool is concentrated predominantly in the coarse fractions
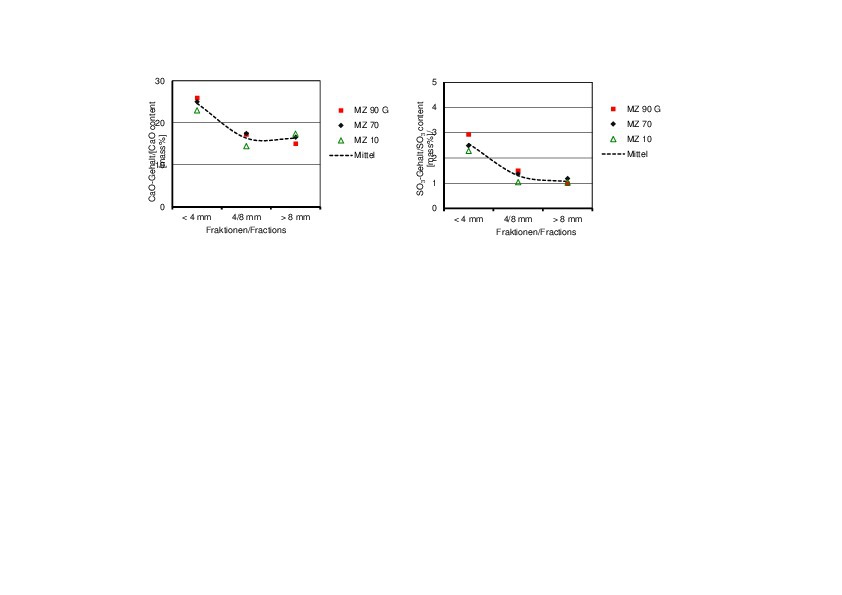
The conclusions on liberation refer to the fractions > 8 mm. For the renders and to a lesser extent also for the mineral wool, systematic shifts can be established in comparison with the starting composition. The render content in all tested coarse fractions is lower than in the starting material. The reason is the easier comminution of the renders compared to the bricks, as a result concentrations result in the fine fractions. By contrast, the content of rockwool in the coarse fractions is concentrated compared with the starting material. The chemical composition of the fraction < 4 mm changes as a result of the concentration and depletion processes compared with the coarser fractions (»10). This is shown particularly clearly by the CaO and SO3 contents, in which the renders differ substantially from the other components. The render concentration leads to an increase in the two oxides.
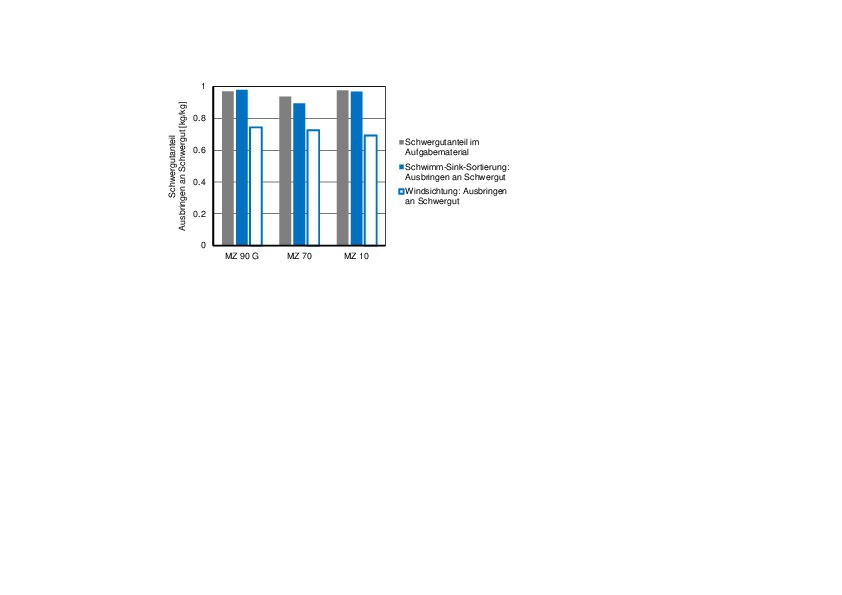
In the classifying tests, for which an AirMaster drum air classifier was used in a recycling plant, on account of the considerable density differences between the rock wool on the one hand and the bricks as well as mortars and renders, but also favoured by the fact that the rock wool is concentrated in the coarse fractions, the rock wool can be separated relatively easily. As with the upstream screening, no complete separation of the particles < 10 mm was achieved, the stream of material fed to the classifier still contained fine particles, most of which went into the low-gravity material. As a result, the yield of high-gravity material lay below the high-gravity content determined in the feed material by means of manual sorting (»11). An improvement in separation, also for small particle sizes, can be achieved with application of wet sorting. Here, the high-gravity material content in the feed material almost completely agreed with the yield of high-gravity material.
In the concluding field test, the findings from the laboratory tests were taken into consideration. Although the use of an impact crusher led to sufficient liberation of the rock wool pads from the backing bricks, at the same time it is associated with the production of considerable quantities of fine rock particles. For this reason, for the large-scale tests, a jaw crusher with vibratory feeder and active pre-screening was used. The crushed product was sized on a vibrating screen with a mesh width of 10 mm. The coarse material > 10 mm was then separated in the air classifier into high- and low-gravity material. The tests, conducted on single bricks and unrendered masonry, delivered in contrast to the impact crusher tests only a small amount of fine particles amounting to around 5 mass%. Both the low- and the high-gravity material showed high degrees of purity. The low-gravity material consisted of rock wool, some of which was still in the form of the original pads. The high-gravity material consisted as a result of the geometry of the backing bricks and the low size reduction ratio of flaky fragments (»12).
3.3 Technology recommendations
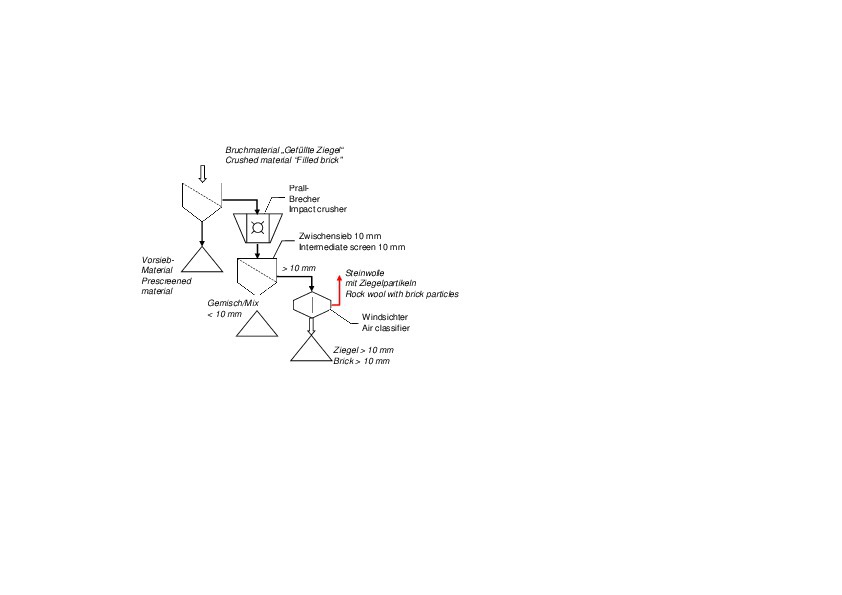
Thermal insulation clay bricks filled with mineral wool can be separated with the processing technologies employed today into brick particles and rock wool flakes. For comminution, impact or jaw crushers can be used, for sorting air classifiers or wet sorters can be employed. With the combination of impact crusher – air classifier (»13), a comparatively high proportion of particles < 10 mm is produced, which cannot be classified and therefore remains unsorted. The rock wool separated in the classifier contains brick particles as impurities. The brick particles are free of rock wool. If air classification is replaced with wet sorting, sorting can be extended to particle sizes > 4 mm. According to laboratory results, the rock wool recovered by means of sink-float separation is almost unmixed.
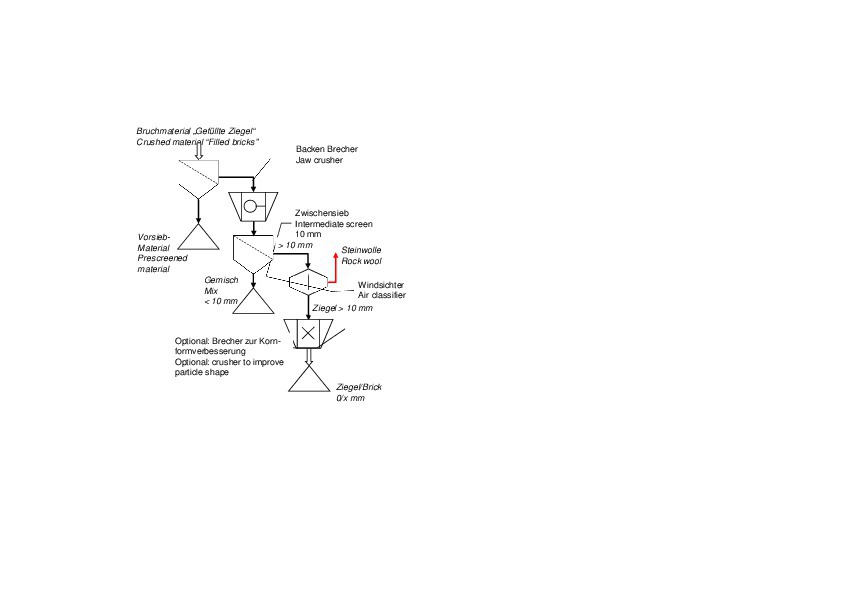
If comminution is performed in a jaw crusher with a discharge gap width adjusted to the web width of the clay bricks, the proportion of the fraction < 10 mm that cannot be sorted in the air classifier is much lower. The rock wool separated in air classification is brick-free and recovered in some cases in the form of the original pads. The brick particles produced do not contain any rock wool residue, have, however, a flakey particle shape (»12).
Depending on the planned use of the brick recyclate, particle shape improvement, for example with an additional crushing stage or attrition, can be required.