Heat recovery in process air generation

Process or compressed air is the most expensive form of energy for physical reasons. There is no compressed air without heat. In view of the long operating times of compressors, it is particularly important to recover these costs for environmental and business management reasons. Appropriate solutions for new construction and retrofitting are now an integral part of the Aerzen portfolio.
Compressed air is a hot topic from an energetic point of view. Limited resources, strict environmental regulations, limited CO2 emissions, rising energy costs and increasing price pressure are the driving forces behind energy efficiency projects.
On the one hand, this is based on precise design, so that systems can operate around the clock and closest to the optimum operating point, but also due to the use of frequency inverters for speed control. It is, therefore, important to say goodbye to well-meant power reserves without endangering operation safety.
On the other hand, for physical reasons, compressors offer an enormous potential to utilise the inevitably rising air temperature during pressure increase. In view of the growing interest in ecological sustainability and economic cost awareness, plant operators are increasingly looking on heat recovery. This development is accelerating, also due to attractive return on investment times, which are often less than two years. What are the reasons for this easily accessible potential?
Laws of Thermodynamics
According to the laws of thermodynamics, air, in an enclosed space, heats up as soon as pressure rises. The reason for this is that air molecules must move closer together due to smaller space and, thus, friction increases. For further analysis, the law of ideal gases is applied for the typical range of process air pressures. Together with the efficiency of the compressor at the respective operating point, the air temperature can be calculated downstream of compression. This mainly depends on the pressure ratio. At an intake temperature of 20 °C, a pressure ratio of three, and an isentropic compressor efficiency of 74 %, the air is heated to approx. 166 °C during compression. The higher the temperature, the wider the range of applications for waste heat recovery.
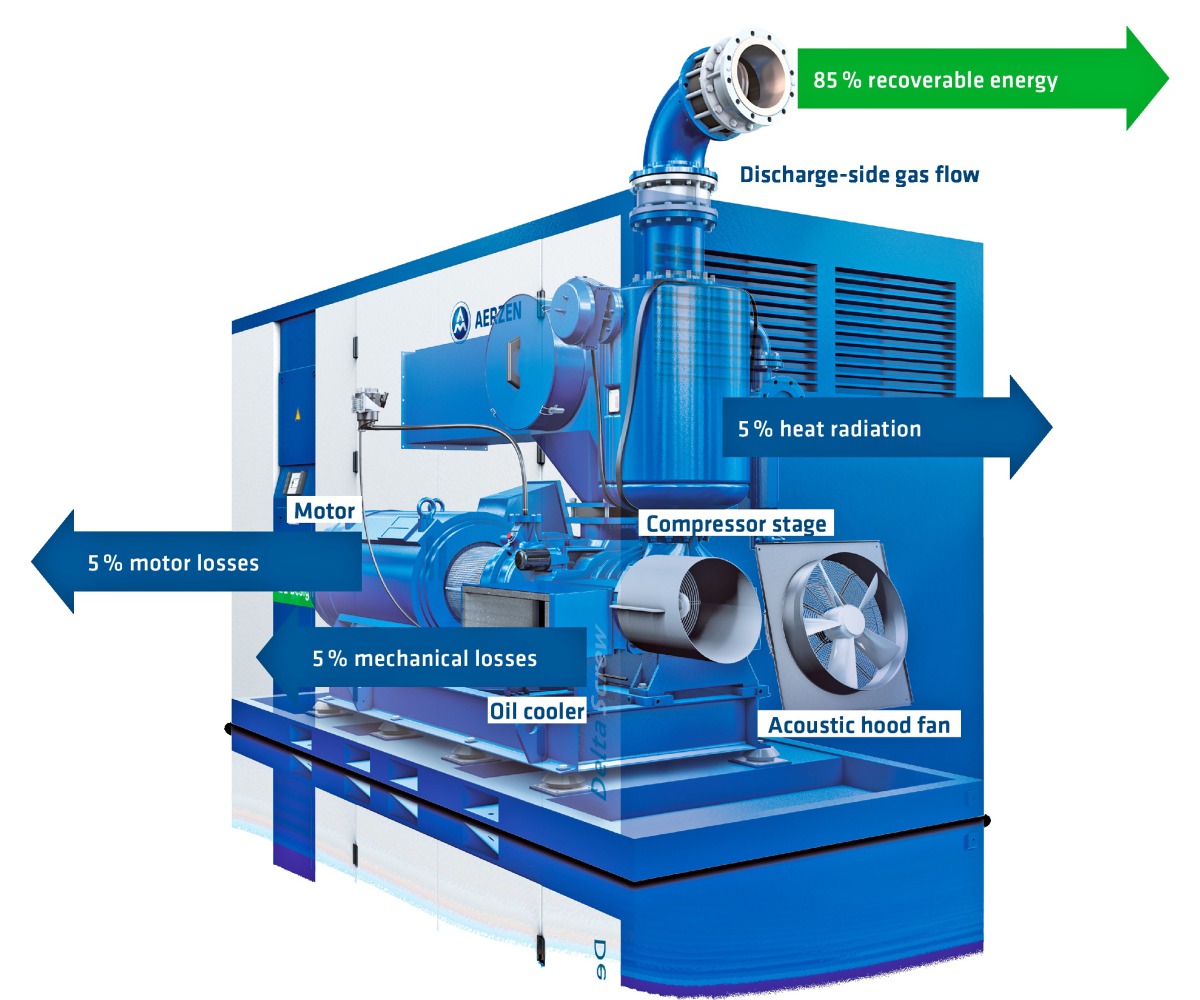
Thermodynamically, the quality of the heat is described by the so-called Carnot factor, in which the ratio of the absolute temperatures of the waste heat and the heat sink, i.e. the use of waste heat, is included. The amount of heat contained in the process air typically accounts for about 85 percent of the total amount of heat potentially to be recovered in plants. The remaining 15 percent are distributed more or less equally between losses from the drive motor, the mechanics and radiation from the hot compressor stage underneath the acoustic hood.
Waste heat for heating rooms
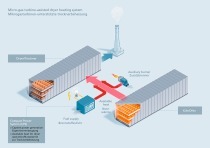
But these 15 percent can also be used for heating adjacent office areas, or production areas within heat recovery measures. Aerzen equips the exhaust air louvers of the positive displacement blower Delta Blower, rotary lobe compressor Delta Hybrid and screw compressor Delta Screw with an exhaust air duct. The heated air, which previously cooled the compressor stage, the silencer, and the piping system underneath the acoustic hood, escapes from this exhaust air duct.
The return flow in the central exhaust air duct, from which branching air ducts supply the rooms to be heated, has a temperature between 30 °C and 60 °C. Regulated flaps are used in this system for individual temperature control.
Compact pipe bundle heat exchangers
The first way of heat recovery is to exploit the 85 percent share of thermal energy, i.e. concerning the compressor air itself. Aerzen already successfully uses flow-optimised pipe bundle heat exchangers for a large number of applications. These compact units are located just downstream of the assembly on discharge side. The installation is simple. Consequently, this technology is also recommended for retrofitting, in order to noticeably improve the energy efficiency of existing plants, and the CO2 balance. The pipe bundle heat exchangers used by Aerzen are designed in such a way that the performance loss due to the increasing duct pressure of less than 2-3 percent, depending on applications and requirements, is negligible - at least in terms of the savings as a result of heat recovery.
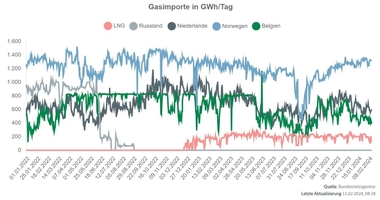
While the thermal energy from the pure exhaust air can be used most effectively for direct room heating, the use of pipe bundle heat exchangers opens up an energy source with significantly higher temperatures. This results in a multitude of application possibilities in the implementation. Typical applications are the support of heating systems, the preparation of hot water for showers and washrooms, as well as the heating of service water in industrial environments. In wastewater technology, the heat is used to dry sewage sludge. When planning such systems, it must be ensured that they are dimensioned to match the base load. The base load can be easily read off using longer-term characteristic curves.
The basis for optimum waste heat utilisation is the determination of the usable amount of heat. Of course, it depends on the usable temperature difference, the prevailing volume flow (i.e. the quantity available in terms of time), and the degree of simultaneity of supply and use. In view of these interdependencies, Aerzen offers smart heat recovery solutions for the respective application, which effectively channel the available energy into production processes, hot water preparation or heating systems.
Summary
Compressed air generation is automatically connected to waste heat due to thermodynamics. Since this law cannot be repealed, solutions are needed to integrate the previously unused heat into the own energy demand. It must be noted that the real extent of possible savings is often not recognised by the plant operator in its entirety. However, a look into practice shows that this technology pays for itself quickly, plus reducing CO2 emissions.⇥Thorsten Sienk