Keller HCW implements one of the largest brick plants in sub-Saharan Africa for Corobrik





In Driefontein, near Johannesburg, one of the largest brick plants in sub-Saharan Africa was put into operation at the end of last year and represents one of the most modern and energy-efficient brick plants in the world. Keller HCW supplied the new plant, which is called Kwastina - Home of the Brick, and which produces 105 million extruded first-class facing bricks per year for the South African market and the market of its neighbouring countries.
Introduction
The already existing plant at the site has been producing bright fired bricks very successfully for decades. However, the entire production line was economically and ecologically called into question due to high energy consumption and a high proportion of manual labour. In order to be prepared for the future and to set new standards in energy efficiency and automation, Corobrik assigned Keller HCW with the realisation of this project. A challenging task for Keller HCW was the handling of the specific clay material for the production of a large variety of products.
Production
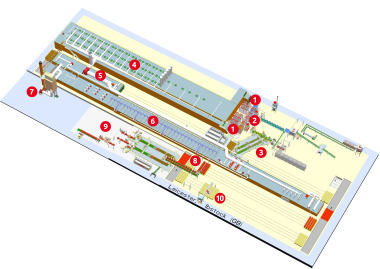
After a comprehensive analysis of the existing production plant with regard to an energy-efficient modernisation, a so-called “greenfield project“ was built close to the existing plant with a new shaping plant, a new fully automatic wet side and a setting plant for direct setting, two tunnel dryers followed by two tunnel kilns and a new unloading and packaging plant for dispatch packs without pallets.
Preparation
The raw material preparation of the existing production plant was already sufficiently dimensioned for the new plant and remained in full operation. The prepared material is transported to the newly installed shaping plant via a new, approx. 270 m long conveyor system.
Shaping
The prepared operating mass is taken up by two box feeders and is prepared for the shaping process with a double-shaft mixer and a roller mill, type Titan. Mixing water is added via a circular screen feeder. The material is fed to the two extrusion lines to set the final material moisture.
Fully automatic wet side and setting plant
The surface of the extruded clay column can be treated using various processing devices to change the optical appearance of the fired brick. For this purpose, the individual processing stations can either be implemented in the production line or parked in separate maintenance positions. A lift-through cutter of the new Keller HCW generation is installed behind the following slug cutter. The pre-cutting rollers for all four brick sides, the modern wire suspension for simple and fast wire changes as well as the optimised drive technology ensure the production of the facing bricks. The bricks are grouped according to the setting pattern and set on the tunnel kiln car by means of two industrial robots in upright or flat position, single or double in cross setting as well as “face to face“.
Production of special formats
Special formats can be produced on a separate line parallel to the main production and can be manually set on the tunnel kiln car. The products then pass through the same drying and firing process as the main production. Afterwards, the special products are manually unloaded from the tunnel kiln car and packed.
Dryer plant
The dryer system consists of two separate tunnel dryers based on the well-known drying concept of air circulation. According to the latest technology, the air in the individual zones is circulated by radial fans without housing, which are installed in an intermediate ceiling and operated via external drives. Adjustable injection openings ensure an optimum drying process. The combination of the drying technology used with the optimised heat compound of the tunnel kilns creates a very efficient, product-friendly and modern drying system.
Kiln plant
The kiln system consists of two separate tunnel kilns, which are coated with PTFE material on the inside for sealing. To optimise energy consumption, the kilns are provided with preheated combustion air supply and systematic wheel cooling in the undercar area. The burner system with pulse control and flashing device, in combination with the modern Keller HCW kiln control system, ensures an optimum firing result of high variation of fired products.
Unloading and packaging
With the fully automatic kiln car handling equipment, the tunnel kiln cars are transported to the unloading position, where complete firing packs are unloaded from the kiln car deck. The firing packs are placed carefully on a belt conveyor and are then delivered to the dehacking robots. When dehacking layer by layer, each robot spreads the gripped rows and sets them down on the line assigned to it. Each of the two dehacking lines consists of a toothed belt combination with different modules that allow the products to be gently grouped into the individual layers of the dispatch pack and to realise the quality control by employees. Two industrial robots form a complete dispatch pack on each line and feed it to the packaging plant. In the packaging plant, the dispatch packs are strapped both vertically and horizontally and are provided with a company label. If requested, the dispatch packs can be immersed in two separately operated immersion basins or placed directly to a magazine conveyor, afterwards fork lift trucks will transfer the packs to the storage area.
Kiln car cleaning system
The unloaded kiln cars are conveyed to the fully automatic cleaning system to remove any particles. For an optimum cleaning result, both the bottom draught blocks and the kiln car deck are completely cleaned according to the “top-bottom system“. The bottom draught blocks are then repositioned on the kiln car deck.
Conclusion
With this trendsetting project, Corobrik is taking a new path in the economic and ecological brick production in South Africa. The new plant fulfils all the expectations of those involved, furthermore it also exceeds them in essential points. For example, the energy consumption could be achieved below the guaranteed consumption value. Thanks to the precision in handling and process control, all products can be manufactured sustainably and product changeovers can be carried out easily. The basis for this joint success was the large number of tests carried out on the raw material and also the intensive examination of the operation of the existing plant, the target-oriented project planning of the machines and the equipment, the excellent cooperation of both motivated project teams, the conviction for the success of the project and the mutual trust of the partners in all project phases and during the pandemic.