The valve is a topic of the future




Innovatherm in Butzbach, Hesse, is an established expert and supplier of firing technology. The company has been associated with the brick industry for decades, but has been mainly active in the aluminium industry for the past 20 years. Now the focus is to be more on heavy clay again. In an interview, the two managing directors Frank Appel and Andreas Lingl explain the reasons for this decision and why the valve is the topic of the future.
Frank Appel: Both are connected with Manfred Leisenberg. He founded Manfred Leisenberg KG in the 1950s and was involved in the development of burners for heavy oil and gas in the ceramics industry. He chose Butzbach because its location in the middle of Germany was ideal for visiting customers. His son, Prof. Dr. Wolfgang Leisenberg, founded Innovatherm with my father, Klaus Appel, in 1991. Prof. Leisenberg wanted to create a technically innovative company and had the vision to gather outstanding process engineers and ceramists around him. As a subsidiary of Lingl, the initial focus of Innovatherm was on the modernisation business of existing plants.
FA: No, this is the work of Manfred Leisenberg. He developed the prototype of pulse firing for oil and gas burners and the special valves required for this pulse operation. Prof. Leisenberg and especially Wolfgang Uhrig later pushed the developments further. In the German-speaking countries, Innovatherm firing technology was quite widespread. However, the large plant manufacturers in the ceramics sector dominated the world market - Innovatherm could never really gain a foothold there.
FA: Innovatherm found another market and, thanks to the work of Mr. Detlef Maiwald, rose to become the world market leader for anode firing technology for the primary aluminium industry. During this time, the ceramics business was only operated opportunistically with existing customers.
FA: That was our decision. When Wolfgang Leisenberg left the company in 2012, my cousin Andreas Lingl and I took over his shares as partners. However, we were still involved as shareholders in Lingl until 2020. After Lingl’s insolvency, we took over the remaining shares in Innovatherm. Since 1 January 2021, Innovatherm has been an independent and autonomous company.
FA: We believe that Innovatherm can offer the ceramics sector very good, innovative solutions that are in demand in the current times. Moreover, the company had relevant competences, a customer base and an established name and products.
Andreas Lingl: The share is around ten percent. We want to change that. Since last year, we have been strengthening our presence in the industry. We were at the Ceramitec, in Clemson and at the Würzburg brickmaking course. Our goal is that people immediately think of Innovatherm when they think of firing technology. This also includes making it clear that Innovatherm is an independent company. Many people still think we are with Lingl.
AL: We are not kiln or dryer manufacturers, we are their suppliers. We take care of the process engineering equipment with hardware and the control system. The big plant manufacturers should order their burner technology from us in future. In terms of products, our direct competitors are rather the relevant manufacturers of burners or process control systems.
AL: Qualitatively, there is no real competition. Burners are actually simple and little more than a pipe. Many can do that. The difference lies in the periphery. For pulse burners, pulse devices are needed. Innovatherm has developed its own products for this. Our gas solenoid valves are certified by a type examination. Our valves achieve around 500 million switching cycles, which corresponds to a service life of up to 20 years. This is still unsurpassed today and gives us an absolutely unique selling point. In the primary aluminium industry, our valves are the technological benchmark and Innovatherm sets the world standard. For the brick industry, pulse burner technology and thus our valves are likely to become interesting especially today.
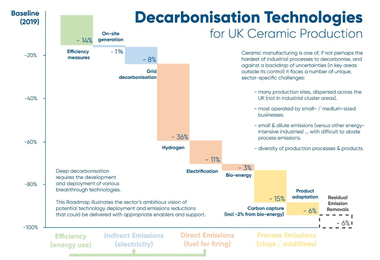
FA: They increase energy efficiency in oven operation. Currently, uniform temperature distribution is achieved by means of circulation. For this purpose, large quantities of mostly cold air are fed into the kiln, heated with hot gas burners and moved with circulators. This is a very inefficient process. The Institute for Brick Research in Essen, on the other hand, relies on stoichiometric combustion processes. The roadmap of the Federal Association of the German Brick and Tile Industry is also based on eradicating excess air in the kiln. We believe we have found a suitable answer with the pulse burner. This is because the pulsating jet of firing gas swirls the kiln air and ensures uniform temperature distribution. Compared to conventional systems, significant energy savings are possible - ten percent and more, depending on the initial situation.
AL: The temperature distribution in the cross-section is particularly important for roof tiles and colouring. Impulse firing technology is very well suited for this.
FA: We are currently launching a new air metering valve. The current technology controls the gas supply with a solenoid valve and the air supply with a butterfly valve. This mechanical component has a comparatively long actuating time of three to about six seconds before or after the gas cycle. With a solenoid valve for the burner air, the actuating time drops to 50 milliseconds before or after the gas cycle. Such an exchange alone can drastically reduce the volume of air fed into the oven via the burners. Depending on the initial situation, this can save between six and 15 percent fuel. We have developed a computer programme for this purpose, which, fed with the customer’s parameters, calculates exactly what savings can be expected if they use these air metering valves.
FA: I would like to clarify: We offer customers hardware adapted to their specific process engineering needs. The control technology is the means by which the optimum equipment and the optimum firing process are implemented.
FA: TThe two main variables that have to be taken into account in terms of process engineering are fuel and ceramic ware. Let’s start with the fuel. Compared to other industries, the brick industry has a special operating regime. The cement industry, for example, selects fuels according to the most favourable price. This is because cement clinker can easily tolerate a change of fuel. This also applies to their rotary kilns. These are considerably smaller and can therefore be shut down and repaired more easily. The brick industry is not that flexible. A change of fuel can lead to unwanted effects on the fired material such as colour changes as well as damage to the kiln. Brick kilns are much larger and have longer lifetimes, up to 50 years. Therefore, there must be a matching between fuel supply and fuel consumption.
FA:In the brick industry it has always been a matter of individual customised solutions. Until the natural gas networks were laid in the 1950s and 1960s, the standard was to select fuels according to price and supply: Coal, heavy or light oil, wood. The nationwide supply of a constantly available, clean-burning and inexpensive fuel, natural gas, meant a qualitative leap for the brick industry. This has made matching much easier
FA: The ceramic raw material has a different mineralogical-chemical composition depending on its origin. In addition, many brick manufacturers, especially of roof tiles and clinkers, use different raw material mixtures for different products, for example different colours. The same kiln must be able to handle white-firing kaolinitic raw materials as well as red-firing and others. Depending on the material, the temperature ranges for exothermic and endothermic reactions differ. Compared to cement, glass and metals, clay ceramics therefore behave very erratically. From this chemical-physical characteristic reaction process results the material-specific firing curve and thus ultimately the kiln equipment with burners, circulators, extractors and injections.
FA: Yes, the process-related equipment of the kiln differs from product to product. In addition, the chemical behaviour of the material to be fired in the kiln must be taken into account. For example, some clays contain alkalis that are released in certain temperature ranges and can attack the fireclay. Therefore, the technical design of the kiln also follows mineralogical findings. The art is to make sure that the right thing happens at the right place.
AL: There is a difference between bricks and tiles. Tile production operates with standardised masses. The technical firing treatment, i.e. the construction and equipment of a tile kiln, is therefore fundamentally simpler. A brick kiln must be able to cope with any raw material and produce crack-free bricks of consistent quality as a result. Therefore, a heavy clay tunnel kiln is much more complex in terms of process technology than, for example, a tile roller kiln.
FA: They are. The main difference to natural gas is the significantly lower calorific value and the lower density of hydrogen. As a result, six times the volume of hydrogen must be fed through the pipeline for the same energy supply. If you do not want to significantly increase the diameter of the pipeline, you need a higher pressure. In the natural gas-using brick industry, the usual operating pressures today are 0.3 bar, perhaps a little higher. Our new valve for hydrogen can do more than ten times that and withstand pressures up to 4 bar. One of the first to use our valve for this purpose is the Gas-Wärme-Institut in Essen, which is conducting combustion tests with hydrogen.
FA: That has been taking place at our company for some time. Our goal is to declare our burners and valves as hydrogen-tested. This also involves approval issues. Our ceramics team here in Butzbach has already been carrying out corresponding tests for some time. Hydrogen flames are much shorter than gas flames. The chemical reaction of hydrogen is much faster than that of natural gas, it burns much earlier and the flame is hotter in a small area. This requires design changes to our burners. However, burner technology is not the main problem. The real challenge is the behaviour of hydrogen in the kiln. Therefore, furnace firing with hydrogen has to be tested extensively.
FA: The different firing behaviour means that special attention must be paid to the temperature distribution with hydrogen. This is easily possible with our impulse firing technology. You can virtually position the flame and specifically control furnace areas. Long pulses reach the depth of the furnace chamber, short pulses tend to heat the edge.
AL: Another problem is that hydrogen firing leads to different chemical reactions and conditions in the kiln than natural gas. For example, when hydrogen is oxidised, large amounts of superheated water vapour are formed in the kiln, which will have an impact on the products. If the water vapour formed falls below the dew point, it condenses. This can favour the formation of acids in the kiln. In the case of sulphurous clay, sulphuric acid can form in the kiln in contact with water.
FA: Yes. Converting to 100 per cent hydrogen overnight is not realistic. Both because of technical hurdles and because of questions of availability. The first step will be to add hydrogen to dual-burner systems. Initially, the share should not exceed ten per cent. When the necessary availability has been created, the burner groups will be gradually upgraded and the hydrogen share will be increased step by step.
AL: This is a challenging issue that I have been dealing with since I started here. Good people are our capital. Fortunately, we have been able to fill positions so far. However, the effort we put into this is considerable. With only 35 employees, appointments have to be made in a very targeted and careful manner; we simply cannot afford to make the wrong appointments or to build up staff to an unreasonable extent.
AL: We are quite successfully playing the card of the owner-managed medium-sized com-
pany - with very flat hierarchies, short communication channels, a wide range of responsibilities and a great deal of freedom to make decisions. This goes hand in hand with a flexible and cooperative way of working. Our company community is intact, familiar and trusting, people help each other and our employees feel comfortable. This is how we succeed in attracting highly qualified and committed people to us and to the varied and intellectually challenging work at Innovatherm.