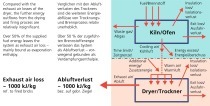
Concepts for reducing the loss of exhaust air
from dryers in the clay brick and tile industry
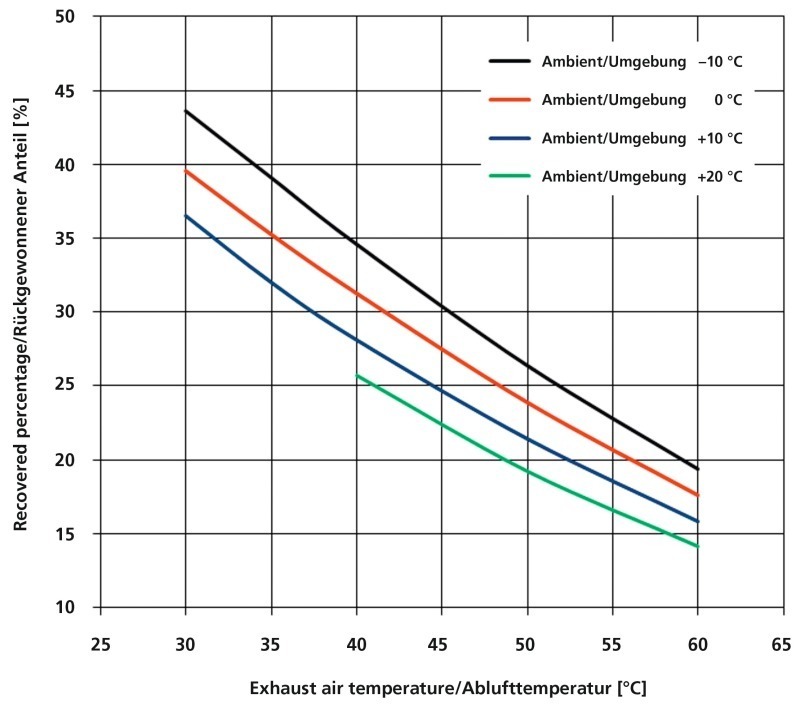 Ablufttemperatur in °C Exhaust air temperature in °C
Rückgewonnener Anteil in % Recovered percentage %
Umgebung Ambient
Ablufttemperatur in °C Exhaust air temperature in °C
Rückgewonnener Anteil in % Recovered percentage %
Umgebung Ambient
BMWi through the German Federation of Industrial Research Associations “Otto von Guericke” Regd (AiF)Implemented by
Brick Research Institute Essen Regd (IZF)Project managerDr.-Ing. Anne Tretau
1 Initial situation and problem description
It was only in recent times that high-temperature air circulators have been developed, which ensure extremely efficient circulation of the kiln gases at low cost, durably and at only low operating cost, therefore making all the front burners – mainly high-velocity burners with the primary task of emitting a high pulsed flow into the kiln chamber – dispensable. Insofar extraction of the cooling air, apart from a limited residual quantity, is no longer required. And there is no longer anything preventing us tackling the biggest energy consumer in the clay brick and tile industry, that is the drying of green bricks and tiles.
2 Objectives and solution strategies
Based on the knowledge that the dryer exhaust air is by far the biggest energy consumer in the brickworks, it is logical to give consideration to the utilization of the exhaust air, and especially to recovering the heat from the dryer exhaust air. If the temperature of the exhaust air in the heat exchanger is lowered, it falls below its dew point, and mist and droplets or condensate form at the surfaces of the heat exchanger. This is connected with the recovery of the evaporation enthalpy used for water evaporation. In passive heat exchangers, however, the heated fresh air cannot have higher temperatures than the dryer exhaust air.
This is only possible with active heat recovery with heat pumps and similar equipment. For this purpose, the IZF proposed a turbine in which almost saturated dryer exhaust air is relaxed, for example, to a third of the normal air pressure and, connected with cooling caused by this, large quantities of its water vapour condense. After removal of the water, the same air is re-compressed, the relaxation and the compression, for example, running with turbines on a common shaft. With the compression, the previously relaxed and rained-out air reaches a very high temperature level. This process is based on the foehn effect known from meteorology, in which moisture-laden air rains off as it ascends high mountains and only cools very slowly, while, as it descends – now dry – it is heated much faster and leads to the foehn weather conditions typical for the foothills of the Alps. Such a process can be calculated with methods of technical thermodynamics. The results are very interesting and indicate ways for effectively saving drying energy. These are, however, associated with comparatively high investment costs, although with the further increase in energy prices, this should, however, not be any insurmountable hurdle.
3 Implementation in the field