One of the largest brick plants in Russia manufactures facing bricks and large blocks filled with rock-wool








The management of Gazstroy considered exclusively German technology and with it, German quality for their brick plant project – only German suppliers were selected for the entire manufacturing facility. Lingl’s excellent references were suitably convincing for the main section of this manufacturing facility, starting with the cutters all the way through to the packing installation. The contracts were signed in December 2009 and the installation of the extensive equipment commenced in August 2010, with final acceptance tests for both production lines taking place in October and November 2011 respectively.
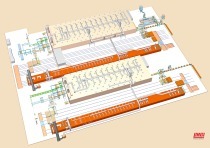
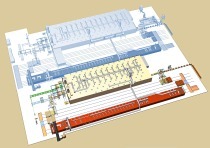
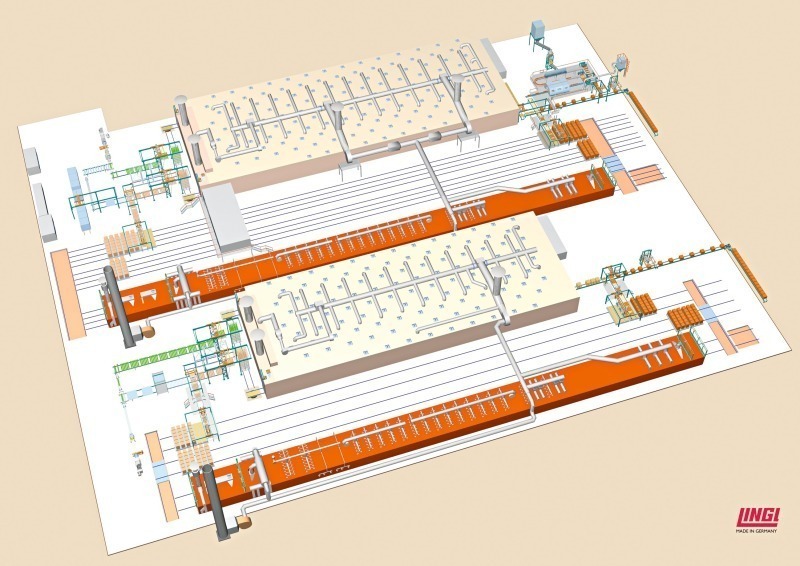
The double plant boasts impressive dimensions: The complete Lingl technology for both production lines is housed in a hall that is approximately 180 m long and 140 m wide.
Line A
The bricks are cut with a Lingl bi-directional cutter and then set directly onto dryer pallets. Loading equipment then loads the dryer cars, which are then transported through the tunnel dryer at a planned drying period of 74 hours. The dryer measures approximately 83 m in length and 36 m in width, has 8 forward tracks and 1 return track and is equipped with a total of 130 rotary fans throughout, achieving a highly homogenous drying result.
After drying, the bricks are set onto a 6.80-m-wide tunnel kiln car with a Lingl setting machine. The tunnel kiln cars first travel through a pre-heater before entering the brick-built Lingl tunnel kiln. In the preheating zone the kiln is equipped with high-velocity burners in the sides and the roof. In the main burner zone, burner groups are installed exclusively in the roof. This proven design guarantees an extremely consistent temperature distribution at a minimum kiln length, which, in this case, is 122 m. The complete length of the kiln, inclusive of entrance and exit vestibule, is approximately 144 m. The throughput time of the kiln is around 35 hours.
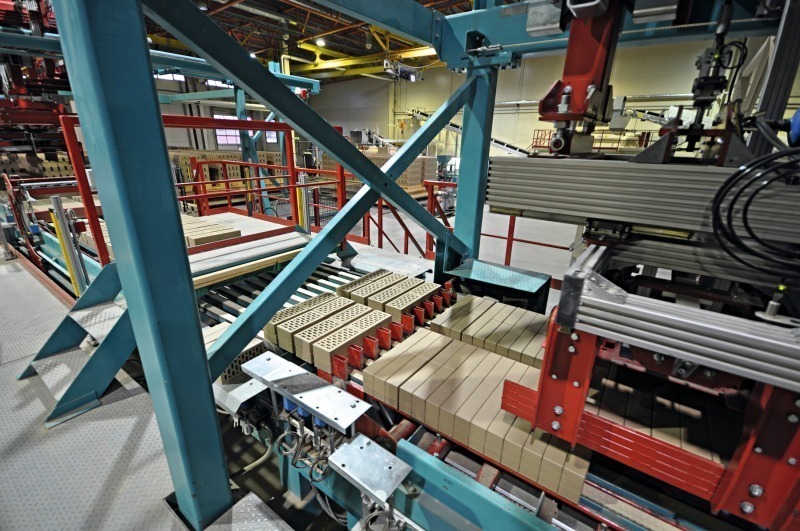
Following the kiln process, a Lingl unloading machine sets the fired bricks onto conveyor belts. A Lingl Turbo plano-levelling machine and a Lingl filling installation, complete with Coriso technology, are integrated into the production process before the packing installation. The capacities of these various stages are designed to ensure that the complete production can be polished, filled and packed in a continuous flow process.
The plano-levelled filled brick represents current optimum performance in the area of insulation and sound-proofing in ceramic building materials. The rock-wool-filled Coriso brick was developed by Unipor, a well-known group of various German brick manufacturers. The Coriso rock-wool-filled brick has the well-known perforation pattern of block and plano-levelled bricks, which brings several advantages during production. The brick produced by Gazstroy is currently in the process of certification in accordance with Russian standards and will find its future use in the construction of apartment blocks.
A Coriso filling installation has a specially developed process for the rock-wool insertion and fixation into the brick perforations. As the exclusive partner for Unipor, Lingl supplies the complete filling installation. This consists of rock-wool supply technology, dosing units, filling line and suction technology.
Once the bricks are filled they are stacked on wooden pallets; the Lingl Kombi pack shrink foil packaging system then applies a foil hood.
Line B
Here too, the bricks are cut with a Lingl bi-directional cutter where, depending on format, cutting can take place with five wires simultaneously. If required, the green bricks can be chamfered with an integrated chamfering device. Loading equipment sets the palletized bricks onto drying cars. The drying period in the tunnel dryer, which is equipped with 95 rotary fans, is approximately 75 hours. This dryer is somewhat shorter than the dryer in Line A, being 71 m long and 31 m wide, and has 7 forward tracks and 1 return track. After the bricks have been unloaded from the dryer cars with lifting equipment, they are set onto a 5.80-m-wide tunnel kiln car with a Lingl setting machine. Again, as on Line A, the loaded tunnel kiln cars travel initially through a pre-heater before entering the brick-built tunnel kiln. The total length of the tunnel kiln is 131 m inclusive of the entrance and exit vestibule and is lined with hard chamotte to withstand firing temperatures of up to 1 250º C. Additionally, the burner installation is equipped with reduction burner groups so as to achieve opalescent colour effects on the bricks. The brick pavers require a firing period of about 60 hours, whilst a firing time of 35 hours is sufficient for hollow blocks. The bricks are unloaded with a Lingl unloading machine after firing and stacked onto wooden pallets ready for dispatch as dispatch packs on the packing line. A film hood is then applied with a Lingl Kombi pack shrink applicator and the dispatch pack is then forwarded to the pack removal area.
Summary
The bricks produced by OOO Gazstroy will be sold in the surrounding area of St. Petersburg, the second largest city of Russia, where there is a substantial demand for up-to-date ceramic building materials to construct contemporary housing.
A detailed profile of the plant will be published in one of the forthcoming issues of Zi Brick and Tile Industry International.