A new plant for the Ceramitech Group in Uzbekistan




At the end of 2019, Sabo S.A. commissioned a plant in Uzbekistan for the Ceramitech Group, part of Orient Holding. The production plant with a daily output of 1200 t is one of the largest in Central Asia and manufactures a large number of products, from masonry bricks through clay blocks to facing bricks.
1 Introduction
Back in 2017, Orient Holding, a big Uzbek conglomerate, contracted Sabo, the Greek manufacturer, with the project. The group wanted to enter the building material sector by constructing a high-capacity plant for red clay products.
Significant project time was devoted to examining the raw material extensively and conducting a geological study of the available deposit. Based on the important information gained by the Sabo clay lab in this way, the optimum clay mix was determined and the best available technologies selected for the project.
The whole project was engineered, supervised and commissioned by Sabo which, as the main contractor provided all the machines in the technological line. Metal structures and common construction materials were sourced locally according to the necessary specifications. Sabo experts trained the personnel in machine operation and the clay body specialist provided important knowledge on clay storage and analysis and product control necessary for running and controlling the plant.
2 Production
The plant has a capacity of 100 mill. pieces per year of the basic product of 1.4 NF bricks (250 mm x 120 mm x 88 mm), which corresponds to 1 200 t fired product per day. This makes it one of the larger plants in CIS counties and one of the largest in Central Asia.
The fully automatic plant is operated by ten people per shift. It has been designed to produce a wide range of products starting from the typical NF range (0,5, 0,7, 1, 1,4 and 2,1 NF) up to the complete range of clay blocks (8 and 12 for internal partition walls up to the large 51 load-bearing block). Other products like facing bricks, engobed and glazed bricks have been included in the product range to enhance the versatility of the plant in this new rapidly developing market.
2.1 Preparation and extrusion line
The preparation line is a typical wet production line with crusher, disintegrator and roller mill for primary grinding supplied by the Spanish manufacturer Verdes. The material is mixed in a double-shaft mixer and deposited in a large silo equipped with an automatic reclaimer. Its large size together with the reclaimer ensure additional homogenization and mixing of the clay. Different clay mixtures can be deposited in its four separate bays.
Special importance has been attached to the final grinding that can reach up to 0.8 mm thanks to the use of a 1.4-m-wide roller mill with electronic gap adjustment. The largest model 775 of the Magna series extruder was selected to ensure the capacity at the appropriate pressures necessary for standard products and blocks. The whole process is fully automatic and monitored by a supervisory and control system.
2.2 Cutting and transport
After extrusion, the surface of the bricks be rusticated, sanded, textured, engobed or glazed on different surface design machines. These machines are run on rails so they can be easily changed over.
The cutting line is equipped with three multiwire cutters. Two parallel lift-up cutters with chamfering rollers cut standard and facing bricks. For the cutting of blocks a separate cutter with belts is used. Both lines transfer the clay products to a robot that loads the dryer trays using different robotic grippers. Especially for standard and façade bricks special care is taken to convey the bricks on belts only and lift and deposit the products without applying high pressure that could deform them.
2.3 Dryer
The detachable dryer frames are loaded on dryer cars with variable division for different product sizes.
A 120-m-long tunnel dryer with eight lines and a separate return line is used for drying the products. The dryer is equipped with different kinds of internal fans based on the drying conditions and the necessary air quantity and temperature. The total dryer has three separate control zones, which makes it very flexible for drying different products.
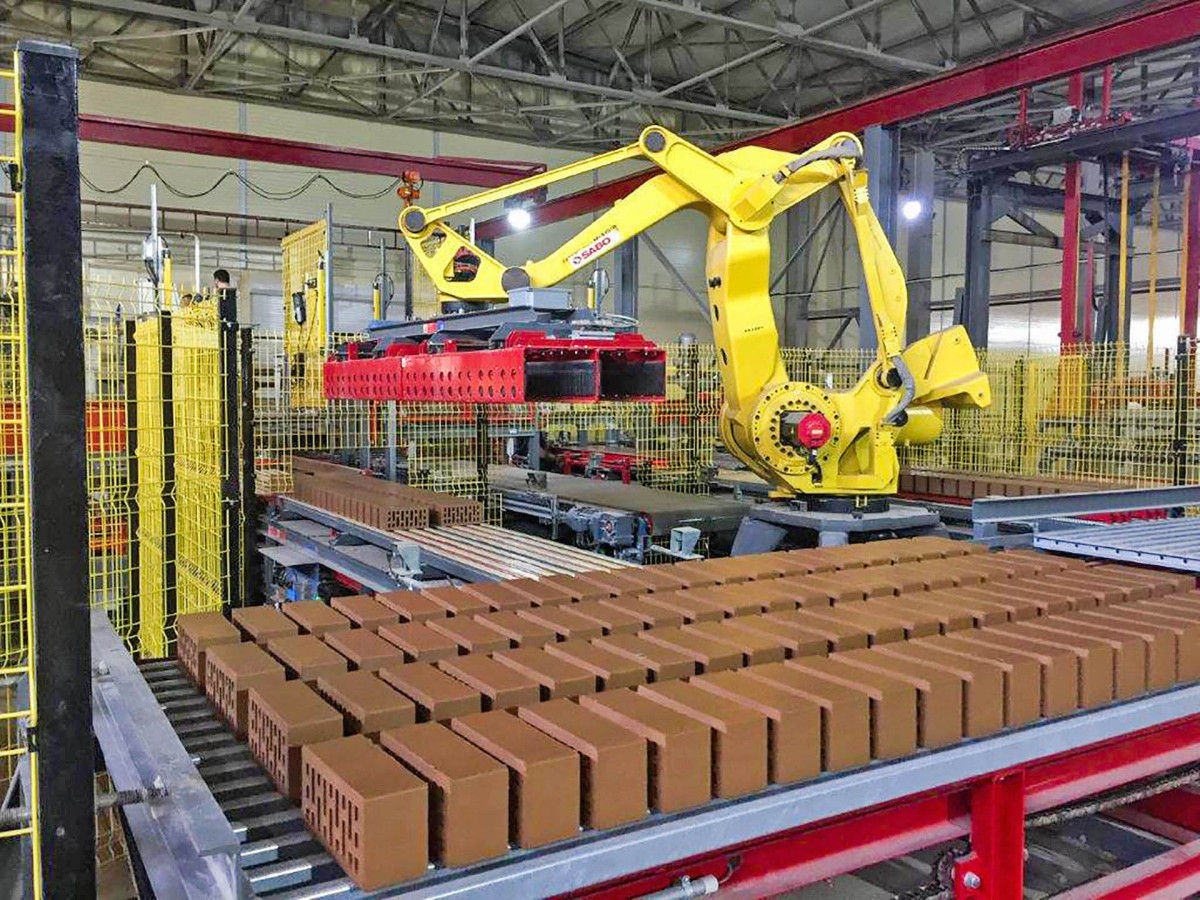
2.4 Kiln car setting and dehacking line
The kiln cars are loaded with two chain programming benches and two robots. Edge, flat setting and special block setting are available to ensure correct firing in the kiln.
The dehacking line works according to the same concept with two unloading robots and two parallel programming benches. The latter feed the two packaging robots. The main packaging is done without a wooden pallet, but with the use of horizontal and vertical strapping. Packaging on wooden pallets is also possible as well as stretch hooding, providing the necessary versatility for covering a large geographic area.
2.5 Kiln
Before entering the kiln, the products are pre-heated in a pre-kiln. A traditional tunnel kiln, 6.7 m wide and 160 m long using the latest technology, fires the products. High-quality German refractories have been used for the kiln walls, roof and kiln cars. Firing is performed with natural gas. The large required capacity and heavy products necessitate efficient preheating which is achieved with two large Sabo hot air recirculating units, side burners and top burners with flame control.
2.6 Process control
The firing together with the drying process are controlled with a proprietary system developed on the basis of many years of experience and hundreds of different installations. The fully automatic system automatically adjusts the operation of all equipment in line with the feeding rate, product information and the current drying and firing conditions. Equipment effectiveness is monitored online and historically, a CMMS system can assist and guide the factory maintenance.
3 Conclusion
The capacity and quality targets of the project have been fully met thanks to the excellent collaboration between the Sabo and Ceramitech Group teams, leading to the successful conclusion of the investment.
Sabo S.A.
www.sabo.gr