Thermoplan masters myriad automation challenges

Thermoplan GmbH has been solving people‘s automation and process-engineering problems for 3 decades now.
Over the years, all conceivable parts and components of brickworks have been addressed and the relevant challenges mastered with Thermoplan‘s state-of-the-art control technology. Solutions have been found for slow processes like drying and firing as well as for projects involving very fast processes and elaborate axis controls.
In such projects, either a new low-voltage power section is supplied or the existing one supplanted, or the control system is replaced or reprogrammed. In recent years, Thermoplan‘s service spectrum has been expanded to include the programming and supply of robots. Such solutions have been provided of late for the following areas:
› kiln/dryer
› kiln/dryer car handling system
› robot integration/replacement
› setting station
› unloading station
› preparation
› de-airing extrusion unit
› wet-end equipment
› turntable press (incl. hydraulic components)
› weighing/mixing systems
› pneumatic conveying equipment
In addition to this wide range of control engineering/automation products and services, Thermoplan GmbH also has to offer a dedicated Web service-based, freely expandable control system with multi-user support. Each workstation, equipped with its own network access and browser, becomes an operator control station (incl. tablet PC or smartphone).
Preparation plant, Wienerberger GmbH, Malsch facility
One recent example of successful automation is the preparation control system that Thermoplan implemented for Wienerberger GmbH in Malsch after a fire last year. Due to time pressure, the project encompassed existing, used and new components, a new control system and all-new cabling/wiring.
One of the main reasons why Wienerberger called on Thermoplan to implement the project was that the Malsch facility already possessed the company‘s software structure, which has two features of prime importance: All major plant control modules have LAD/FBD programming. All I/O addresses and function flags are directly implemented (i.e., all I/O/Fs are implemented directly in the software and therefore readily locatable via step-7 functions). The software is designed for easy integration or alteration at some later point in time.
While dispensing with complex prefabricated modules for control system construction does involve a lot of extra work for developing the software, it adds significantly to the legibility of the programme and makes it much easier for the local maintenance people to adjust to altered circumstances.
This software concept also attaches priority to executing the programme and process intelligence, as well as any existing article management, completely in SPC for any and all intelligent peripheral equipment with its own controls – e.g., frequency inverters, robots, etc. This makes it easier to exchange components and to manage the overall software package at some later date. Hence, those responsible for system maintenance can concentrate on step-7 competence instead of learning to handle additional new software packages.
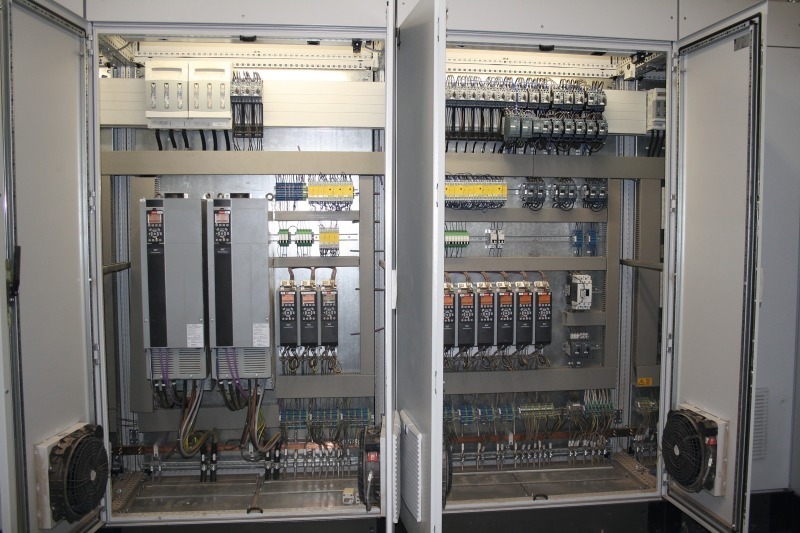
In keeping with the software‘s maintenance-friendly, future-proof structure, only standard components from reputable producers, such as Siemens, Phoenix, Danfoss, SEW (or as requested by the customer) are used for the machine control scope, and all operating functions are realized via WinCC (flex). This, too, ensures that the maintenance department will be able to properly maintain and take good care of the plant.
The Malsch project was planned in close cooperation with the local maintenance team and completely implemented, including all cabling/wiring, by in-house personnel.
The fuseless design of the control cabinets (with the exception of the large frequency inverters) and the clear-cut structure of the cubicles themselves are state of the art. The operator-control concept based on local operator-control stations was also coordinated with the plant.
Implementation of the project, including the unique fact of a double-shaft mixer perched on the tempering silos from 200 m away (with all the requisite cabling) took roughly seven weeks for the electrical scope and another two weeks or so for commissioning the plant and running it up to 100% output.



