Siberian Brick Factory built by Keller HCW operates at –34° C
The investors of the brick factory OOO “Likolor” have made it their task to meet this demand and to supply the city and its neighbouring regions with ceramic building materials. So, in the presence of high-ranking local dignitaries, the inauguration ceremony took place for one of the most modern brick factories in Siberia with one of the highest capacities just outside the gates of Novosibirsk.
The output of this production line amounts to 63 mill. standard brick units per year. The factory owns its own clay pit, which provides sufficient raw material for the production of perforated common and facing bricks with all-round chamfering in the standard sizes 1.0 and 1.4 with strengths up to M 200. The plant is also designed to manufacture blocks of different sizes (standard sizes 2.1 and 10.7).
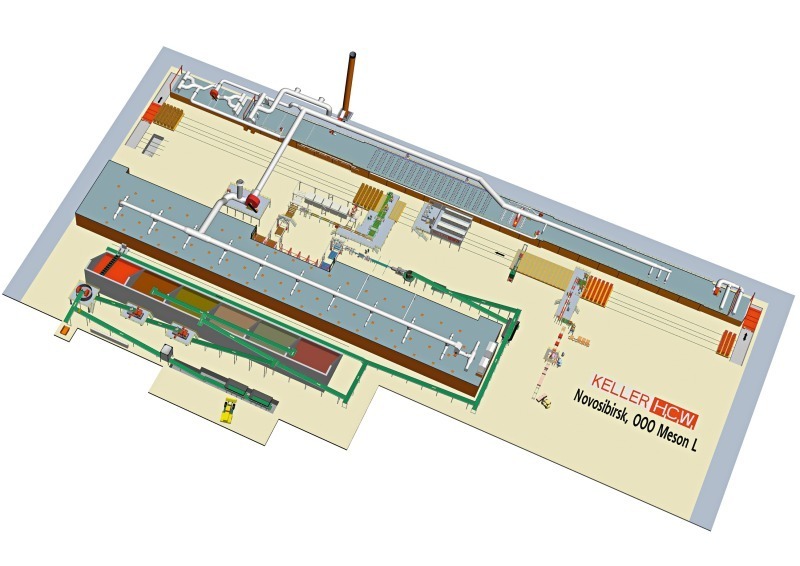
The project was implemented in close cooperation with the German company Keller HCW, which designed, supplied and commissioned the complete production line with preparation and shaping equipment, machinery, tunnel dryer and tunnel kiln.
A large roofed clay storage unit with a surface of more than 9 000 m² is directly connected to the brick factory to ensure supply with processible raw material even under the adverse climatic conditions prevailing in Siberia in the cold winter season. From this clay storage unit, the clay and sand are conveyed to the box feeder, then to the pan mill and a two-stage roller mill arrangement. After its preparation, the factory blend can either be forwarded to the soaking house or directly to the extruder. Depending on the brick size, the universal cutter guarantees an hourly throughput of 1 080 to 11 029 products.
The high degree of automation in the brick factory is, for example, clearly reflected in the automatic loading and unloading of pallets and dryer cars which, after passing a wet storage, enter the tunnel dryer equipped with a rotary fan system. The wet and dry storage allow for continuous operation of the tunnel dryer even during work-free time.
Two setting robots load the products on the tunnel kiln cars according to a specified setting pattern. From a branch track that accumulates and stores the required number of loaded kiln cars necessary to supply the tunnel kiln around the clock, the dried products are first forwarded into a preheater and then into the tunnel kiln. A top burner plant is installed in the main firing zone in the kiln. The last burner group is equipped for periodic reduction (flashing), which enables an aesthetic play of colours on the surface of the fired bricks.
Similar to the setting plant, the kiln cars are also unloaded by robots that place the finished products on a conveyor to the packaging line. On this line, the bricks are arranged into dispatch packs that pass a shrink-wrapping installation. The wrapped dispatch packs are then kept ready to be picked up by a forklift truck to transport them to a covered storage area.





