Investigations into the potential utilization of waste materials from the quarrying industry in heavy clay ceramic bodies

Large volumes of waste materials are produced every year during the technological processes in the quarrying industry. The reason for these investigations were the problems in connection with a granite quarry. Each year, forest must be cleared to provide space for dumping the waste material produced during processing of the granite. This consists of certain grain sizes that are not suitable for any further use.
The goal of the investigations is to test the use of these waste materials in heavy clay bodies and consequently:
to reduce the consumption of primary raw materials,
to reduce the volume of waste materials to be disposed of,
to optimize the microstructural composition of the finished product, and
to achieve energetic effects with regard to a reduction of the firing temperature.
Tests to introduce waste materials into heavy clay ceramic bodies have been widely discussed in relevant literature 1,2,3. Practical experience has shown, however, that relatively large quantities of waste material are not utilized. The reasons for this are the non-existing continuity of the quality parameters as well as the often not exactly predictable interaction between the basic components of the body and raw materials.
Both the reasonable assumption of potential users that hazardous materials were being disposed of in heavy clay ceramic bodies as well as the prejudice that brickworks were the waste disposal for the nation hinder any constructive development to solve this problem. The clear objective was therefore to test the potential uses with regard to material-related, economic and ecological aspects. Potential advantages of the use of the waste materials such as
Optimization of the microstructure,
Selective influence of the fired colour of the body
and energetic effects
are to be worked out.
1. Selection of the waste materials and their assessment
Initially, over 60 materials were included in the ceramic tests, which came mainly from companies in the quarry stone industry, but also some more exotic materials, from civil engineering and subsequent treatment. For the ceramicist, the thermal properties are of exceptionally high importance as here
the process of body formation,
the continuity of the firing process and
their results
can be predetermined to a certain extent. To minimize costs, the raw material samples were not subject to any other processing steps. All delivered samples had a maximum particle size of 1 mm.
The sintering and melting range was assessed with the objective of finding a long glass, with fixed points in the temperature range around 1 100 °C. To this end, the melting process should take place at a steady, uniform rate and without secondary reactions. On the basis of these criteria, around 80 % of the delivered samples had to be rejected.
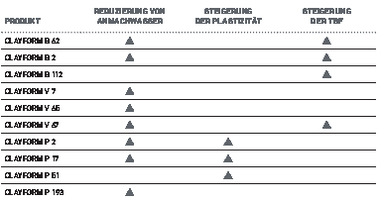
The results described document two raw materials that yielded the best values, some others, however, return almost identical results. Overview 1 shows the analysis data of waste materials A and B as well as clay bodies 1, 2 and 3.
The melting behaviour of the waste materials was also tested with crucible and cylinder melting samples. The selection of waste materials A and B could be corroborated, no anomalies occurred. A key disadvantage of the waste materials A and B, however, is the colour of the melt, so that material-related tests were concentrated on red- and buff-firing bodies.
As comparative samples, works bodies were used, which were provided by companies, and these underwent the same technological process of laboratory testing. Up to 40 % waste material was added to the test bodies, This led to changes in the percentage of mixing water. Adverse effects on the extruded column quality (cracks) could be eliminated ´with corrections to the body and modifications of the technology.
The cylinder samples were dried and sintered in a temperature range from 1 050 to 1 200 °C. Thermal conditions and material-related characteristic value could be obtained from the companies. The analysis recorded mainly the values for density (sintered), compressive strength and water absorption.
2. Results and outlook
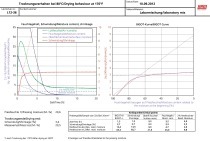
Based on the material-related characteristic values, it was confirmed that the improvements in the energetic effects envisaged in the scope of the objective can be realized. Especially in the production of materials in clinker brick quality, substantial improvements in the compressive strength could be proven. For facing brick quality, this improvement was also clear. The temperature reduction, however, is not so strong.
Some of the material batches for clinker brick production demonstrate double the compressive strength at comparative temperatures. If we look at the values of the original bodies from the companies at the same conditions with those of the values provided by the respective manufacturers, the same values can be achieved at temperatures up to 100 K lower.
The following diagrams provide a corresponding overview:
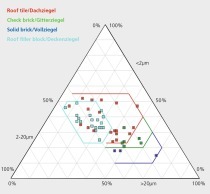
From the results, it becomes clear that the effect of the waste materials differs depending on the mineralogical and chemical composition of the test bodies. Accordingly, a recommendation on the use of the waste materials can only be given based on tests for a specific body.
That also includes the testing of those waste materials that were originally removed to optimize the tests for the given bodies, the data and thermal behaviour of which are, however, known and can be used for the optimization of batches, The individual solutions have to be developed by the specific users. The findings derived from the work enable practicable solutions in a manageable framework given appropriate preliminary tests.