Influence of pore geometry on the thermal insulation properties of porosified heavy clay blocks










In the work presented here, 20 vol.-% spherical, cuboid and cylindrical pore-formers were each added in a monoporosification to a typical clay used in the production of lightweight vertically perforated clay blocks. When these pore-formers have been burned out, they leave pores with the same geometries as themselves in the blocks. While the zero clay block specimens that did not contain any pore-formers exhibit an average body thermal conductivity of λ10,dry = 0.365 W/(mK), porosification with cylindrical pores leads to a lowering of the body thermal conductivity to λ10,dry = 0.267 W/(mK), corresponding to a 26.97 % reduction. Porosification with spherical pores effects a lowering of the body thermal conductivity to λ10,dry = 0.297 W/(mK), corresponding to a 18.69 % reduction, whereas monoporosification with cuboid pores reduces the body conductivity by 17.66 % to λ10,dry = 0.301 W/(mK).
1 Introduction
In the Federal Republic of Germany, within the scope of the Energy Saving Ordinance (EnEV), construction standards concerning efficent energy consumption have been increasingly set down for a large part of the buildings sector since 01.02.2002. The latest tightening up of the EnEV, which was enacted in 2016, was intended as an interim solution until the introduction of the EU’s future near-zero-energy building standard envisaged since 2021 [1, 2]. In this context, the currently valid building energy efficiency regulations, namely the Energy Conservation Act (EnEG), the Energy Saving Ordinance (EnEV) and Act on the Promotion of Renewable Energies in the Heat Sector (EEWärmeG) are to be brought together in the new “Buildings Energy Act for Harmonization of Energy Conservation Law for Buildings” (GEG). This is designed to establish the near-zero-energy building standard required by the EU.
On account of the above ordinances, the requirements for thermal insulation of wall building materials for residential and non-residential building continue to rise. By 2030 the German government is planning to reduce greenhouse gases in the buildings sector by almost 67 % in comparison with the year 1990 [3].
To improve the thermal insulation of vertically perforated clay blocks, the equivalent thermal conductivity of the high-thermal-insulation products of the clay brick and tile industry has been lowered very successfully over many years. This has been achieved with the combination of three methods: first an optimization of the block perforation pattern geometry based on maximum lengthening of the heat flow path lengths in the web lattice. Moreover the cavities in the perforation pattern are filled with insulating materials so that heat transfer by radiation and convection are suppressed. In addition, the thermal conductivity of the body is reduced significantly with suitable porosification of the ceramic body. For the formation of pores in the body, organic and/or inorganic pore-formers are added to the clay mix, which either burn out during clay block firing, transform or substitute the heavier brick clay as placeholders with low density at points in the body and in this way leave the desired air pores in the body [4-9].
2 Objective
The objective of the work presented here is to investigate the influence of the geometry of macropores on the thermal conductivity of a clay block microstructure. To this end, laboratory-scale clay blocks were porosified so that the total pore volume, the density and the mean volume of the individual pores formed remain approximately constant for each pore-former added, while only the form of the pores is varied. For this purpose, spherical, cuboid and cylindrical pores are integrated in the clay block microstructure, which are formed as a result of the burnout of suitable organic polymers. The volume of an individual pore is to amount to 9 mm3 ± 1 mm3 in the arithmetical mean. The material-related characteristics, drying, firing, total shrinkage, body density and body thermal conductivity of the clay block specimens porosified in this way are to be determined and compared with the characteristics of the non-porosified zero clay block specimens. Moreover, the pore size distributions and pore volumes are to be determined and compared by means of light microscope analysis.
3 Starting materials
For the studies, a clay typical for the production of lightweight vertically perforated clay blocks is used. According to X-ray analysis, the predominant clay minerals are: SiO2, Fe3O4, Al2O3, MgO and KAlSi3O8.
For the porosification, commercial expanded polystyrene (EPS) beads with a diameter of around 4.5 mm are used to form the spherical pores. For formation of the cuboid pores, a sheet of high-impact polystyrene (HIPS) was cut to the approximate dimensions of around L x W x H = 4.0 mm x 2.2 mm x 1.0 mm. To obtain the cylindrical pores, polylactic acid (PLA) granulate was melted, extruded to a PLA continuous filament with a diameter of around 1.1 mm and to cut to a mean length of around 10.2 mm (»1). HIPS and PLA are not typically used as pore-formers in the clay brick industry. The two plastics, hereinafter referred to as pore-formers, have been selected solely to obtain the desired pore geometries. The mean values for the dimensions of the pore-formers are listed in »Table 1.
4 Experimental
The aged and pre-rolled clay (roller gap 0.9 mm) is first dried in the drying cabinet at 105 °C until a constant weight is reached. Then, in each case, 8 kg dried clay is mixed with 1.9 l mixing water and the batch formulation is aged for another seven days in a closed container to obtain suitable plasticity for extrusion. The water content totals 19.2 mass%. The plastic clay mix is extruded with a counter-rotating twin-screw extruder through a rectangular die without holes under a partial vacuum of 0.8 bar (»2).
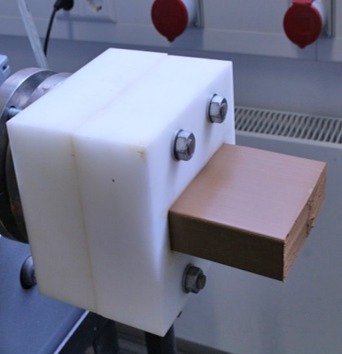
Prior to actual extrusion, for three clay mixes, 20 vol% pore-former was worked into the batch in a monoporosification process. Then the porosified clay mixes and the non-porosified zero specimen are repeatedly homogenized in the extruder until the coefficient of deformation according to Pfefferkorn reaches the value 2.5 ± 0.125. In the further course of the experiments, a die plate with a rectangular exit profile, without holes, but with the opening dimensions (W x H) 120 mm x 35 mm is mounted to the extruder. After extrusion, to produce the wet block blanks, the continuous column is shortened to a length of 150 mm with cutting wire. Immediately after, the moist clay blanks are marked with shrinkage marks (distance 100 mm) length- and cross-wise to the direction of extrusion.
The clay blocks are first dried very gently for a period of 24 h at room temperature. Then the green blocks are placed in a drying cabinet, which is heated over a period of five days in steps from 60 °C to 105 °C. The clay bricks are dried until a constant weight is reached (»3).
After the drying process, the green clay blocks are sintered in a laboratory oven heated by means of electric resistance heating. The low-temperature carbonization gases released in a temperature window from 200 to 500 °C are oxidized in thermal post-combustion to CO2 and H2O. The maturing temperature of 950 °C is kept constant over a period of 2 h (»4). After a total firing time of 11.5 h, the oven is switched off so that oven chamber with the fired specimens cools down in an unregulated process.
The sintered laboratory clay blocks are cut with a mitre saw and all block surfaces are ground plane parallel to the final dimensions 100 mm x 100 mm x 20 mm (»5). As both aftertreatment steps are performed with water rinsing, the ground laboratory clay blocks are redried in the drying cabinet at 105 °C and then stored at room temperature in a desiccator until measurement of the body density and body thermal conductivity.
5 Results
In the following, the mean values for the drying, firing and total shrinkage as well as for the densities and body thermal conductivities are discussed. A digital light microscope is used to determine the dimensions of the pore-formers and the resulting pores in the clay blocks.
5.1 Drying, firing and total shrinkage
The distances between the measurement marks are measured after drying and sintering, and from these measurements, the drying, firing and total shrinkage are calculated. The formulae used for this are listed in »Table 2.
Shrinkage cross-wise to the direction of extrusion
From the study, it can be observed that drying shrinkage of the non-porosified zero specimen cross-wise to the direction of extrusion reaches 6.71 % and the associated firing shrinkage 0.34 %. Accordingly, the total shrinkage of the zero specimen cross-wise to the direction of extrusion is 7.06 %. All porosified laboratory blocks exhibit lower drying and total shrinkage cross-wise to the direction of extrusion than the non-porosified zero reference specimen. The firing shrinkage on the other hand lies slightly above the mean value of the zero specimens (»Table 3).
Shrinkage lengthways to the direction of extrusion
For the shrinkage in the direction of extrusion, the non-porosified zero specimen exhibits the largest drying shrinkage of 9.44 % and the largest firing shrinkage of 0.43 %. This results in total shrinkage in the direction of extrusion of 9.87 % (»Table 4). All porosified laboratory blocks show in the direction of extrusion lower drying, firing and total shrinkage than the non-porosified zero specimen.
5.2 Density and body thermal conductivity
From every type of specimen, five measurements of the density are performed and the associated mean values as well as standard deviations are calculated (»6). As expected, the zero specimen shows the highest density with 1.90 g/cm3; porosification with different pore geometries leads to lower density in all cases. The specimen with spherical pores shows a density of 1.58 g/cm3, the specimens with cuboid and cylindrical porosification exhibit densities of 1.57 g/cm3 and 1.56 g/cm3, respectively. The decreases in the density lie between 16.84 % and 17.89 % in comparison with the zero specimen (»Table 5).
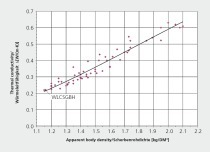
For determination of the body thermal conductivity, dry brick full slabs with the dimensions L x W x H = 100 mm x 100 mm x 20 mm that have been placed in the desiccator cabinet are used. The measurements are performed with a heat flow meter in compliance with DIN EN ISO 12667 for homogeneous solid samples [11]. The coefficient of thermal conductivity is measured at 15 °C, 25 °C and 35 °C. By means of linear regression, the valid coefficient of body thermal conductivity is calculated for 10 °C specimen mean temperature and denoted with λ10,dry. For every specimen type, four laboratory blocks are measured and from these measurements the mean values and standard deviations are determined (»Table 5).
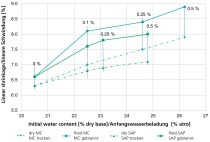
The brick zero specimen shows a mean body thermal conductivity of λ10,dry. = 0.365 W/(mK). Relative to the zero specimen, for all porosified specimens, a decrease in the body thermal conductivity and therefore an improvement of their thermal insulation results. With the application of the cuboid pores, the body thermal conductivity is lowered to λ10,dry = 0.301 W/(mK), corresponding to 17.66 %. Spherical pores effect a lowering of the body thermal conductivity to λ10,dry = 0.297 W/(mK), corresponding to 18.69 %. The cylindrical pores cause the strongest reduction to λ10,dry = 0.267 W/(mK). This corresponds to a reduction of 26.97 % (»7).
5.3 Determination of the volumes and the outer surface areas of the pore-formers used
For the determination of the porosification mean sizes, the relevant linear measurements of the pore-formers used are measured on 30 specimens for each pore-former with the light microscope, and the results averaged (»Table 6). The volumes of the pore-formers used amount to 48.602 mm3 for the spherical EPS spheres, 8.676 mm3 for the HIPS cuboids and 9.676 mm3 for the PLA cylinders.
»Table 6 shows that the EPS beads used for the production of spherical pores with 48.602 mm³ exhibit much larger individual volume than the other two pore-formers. The comparatively large dimensions of the EPS beads used are selected as these are compressed during extrusion and the surrounding clay matrix continues to shrink during drying and firing. With the oversized EPS beads used, practically the same pore volumes are generated as in the case for the HIPS and PLA pore-formers.
5.4 Determination of the volumes and inner surface areas of the pores formed with a light microscope
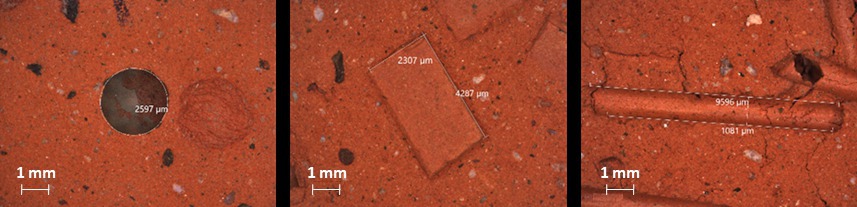
For determination of the volumes of the individual pores after firing, for each of the three different pore types, 100 individual measurements were conducted and the results averaged (»8 and »Table 7).
The averaged pore volumes of the spherical individual pores is 9.198 mm3. The average pore volumes of the cuboid and cylindrical individual pores measure 9.260 mm³ and 9.157 mm3, respectively.
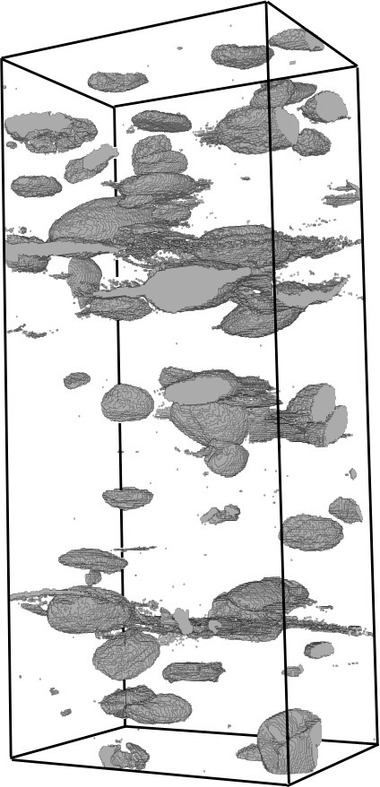
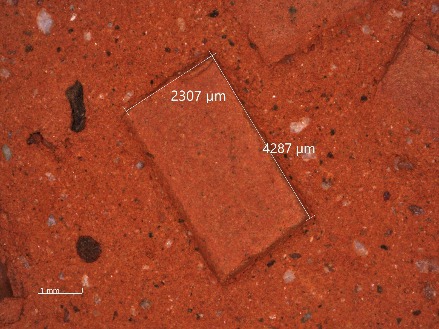
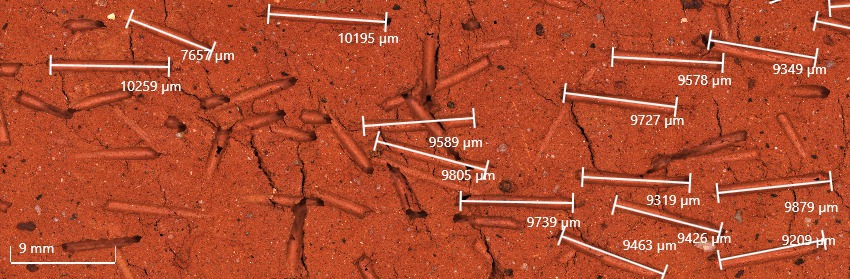
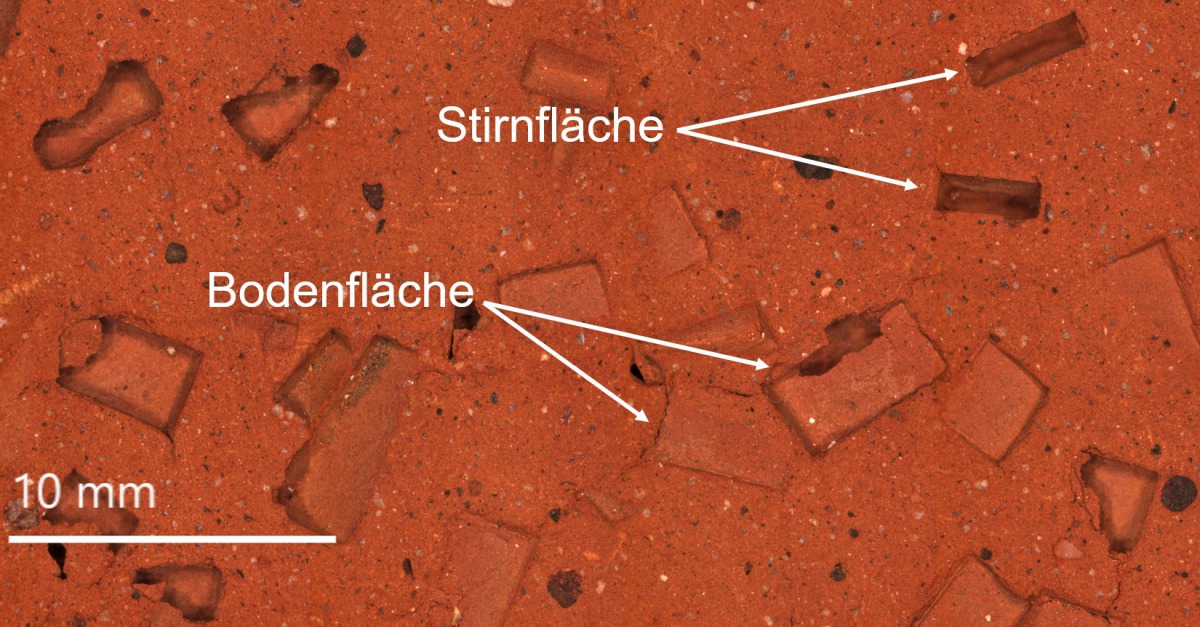
From the light-microscope analysis, it can be seen that the cylindrical PLA pore-formers largely orient longitudinally in the direction of extrusion so that after firing the resulting cylindrical pores show a preferential orientation in the laboratory blocks (»9). For the cuboid pores, on the other hand, no definite preferential orientation can be identified.
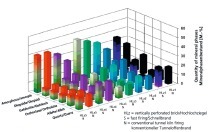
»10 shows the volume percentages of the pores in the total pore volume and the associated x50 values for all three generated pore geometries. The widest distribution of pore sizes is determined for the spherical porosification; the distribution width of the cuboid pores is comparatively smaller. An especially narrow pore distribution width can be seen for the blocks with cylindrical porosification. This result is additionally confirmed by the steep curve of the cumulative distribution curve Q3 for the cylindrical pores. The x50-value of the spherical pores measures 13.001 mm3. On account of the wider pore volume distribution in which big pores factor significantly, this value lies above the x50 values of the cuboid and cylindrical pores, which total 9.80 mm3 and 9.37 mm3 (»10).
6 Summary
In the work presented here, with suitable monoporosification based on 20 vol% pore-formers, cuboid, spherical and cylindrical pores are formed in a typical lightweight clay block. While the zero specimen remains non-porosified, in the porosified clay blocks, the mean individual pore volume is kept constant at 9 mm³ +/- 1 mm³. The resulting density of the clay blocks with different pore-formers is also kept largely the same between 1.56 and 1.58 g/cm³. The different geometries of the pore-formers leave differently shaped pores in the clay block matrix after the pore-formers have been burnt out.
Crosswise to the direction of extrusion, the clay block zero specimens without pore-formers exhibit drying shrinkage of 6.71 %, firing shrinkage of 0.34 % and total shrinkage of 7.06 %. All porosified clay blocks exhibit crosswise to the direction of extrusion lower drying shrinkage between 4.24 % and 5.39 % as well as firing shrinkage between 0.37 % and 0.41 %. The total shrinkage of the porosified clay blocks crosswise to the direction of extrusion ranges between 4.62 % and 5.78 %.
In the direction of extrusion, the clay block zero specimens without pore-formers exhibit drying shrinkage of 9.44 %, firing shrinkage of 0.43 % and total shrinkage of 9.87 %. In the direction of extrusion, porosification effects lower drying shrinkage, between 7.24 % and 8.39 %, and lower firing shrinkage, between 0.36 % and 0.38 %. Accordingly, the total shrinkage of the porosified clay blocks in the direction of extrusion is reduced to values between 7.60 % and 8.75 %.
From the study, it can also be seen that the body thermal conductivity is reduced to different extents by the three different pore geometries. For the clay block specimens with cuboid pores, the body thermal conductivity is lowered by 17.66 %, while the application of spherical pores leads to a 18.69 % reduction. The steepest reduction in body thermal conductivity of 26.97 % is effected by the cylindrical pores. These lead to a comparatively strong dependence of the body thermal conductivity on account of the orientation of the pore-formers in the direction of extrusion. During extrusion, the cylindrical PLA particles are largely oriented longitudinally in the direction of clay flow. After burnout, the cylindrical macropores exhibit a preferential orientation in the direction of extrusion so that anisotropic heat conduction results. If a heat flow is conducted through the block body perpendicular to the orientation of the cylindrical pores, then a comparatively high thermal resistance is exhibited than in the case of the other pore geometries.
The cuboid pores lie in an apparently random unordered orientation in the clay block body. It can be assumed that, as a result, a possible influence of a preferential orientation averages out. This assumption is supported by the fact that the cuboid pores effect a reduction of the body thermal conductivity to a similar extent (17.66 %) as the spherical pores (18.69 %) for which geometrically no preferential orientation is possible.
The surface area per unit of volume of the pores seems in a first approximation not to exert any considerable influence on the thermal conductivity as, despite a different surface area per unit of volume by a factor of 1.8 between the spherical pores (1.956 mm-1) and cuboid pores (3.433 mm-1), the body thermal conductivity is about the same, whereas the body conductivity with the cylindrical pores is much lower than with the cuboid pores, although their surface area per unit of volume (3.790 mm-1) with only around 10 % deviation lies near the range of the cuboid pores.
All three pore-formers used here lead, as expected, to a lowering of the body thermal conductivity of clay blocks and therefore to improved thermal insulation properties. In the case of porosification with a cylindrical pore-former, a longitudinal preferential orientation of the cylindrical pores results and therefore to a comparatively stronger reduction in the body thermal conductivity.