Robotized handling for roof tile accessories


The Italian roof tile industry offers the market an increasing range of product models with more and more diversified colouring and surface finishes. This is the logical consequence of measures taken by the roof tile industry, which are mainly focused on the construction of isolated or grouped individual houses – in contrast to the multi-storey buildings typical of the 1990s. The heavy clay industry has developed a more refined flair, resulting from an increased sensitivity for the global aestheticism of the construction, where the roof now plays a fundamental part. The roof tile manufacturers have immediately caught the importance of these new trends and have marketed new models and new shapes of products with original colour shades. These were introduced under the name of “roof systems”, whereby the solutions include all the roofing accessories.
But under the term “systems”, some manufacturers have occasionally only taken into account the technical part and have forgotten the aesthetic part. Yet this is certainly important in a global vision of the roofing solution, for the use of different coloured roof tile accessories can sometimes lead to a disharmony of colours on the roof. This can be seen mainly on ridges (comprising the ridge tiles and their end pieces). Causes are numerous and attributable to the use of different raw material, the multiplicity of production sites and the purchase of these products from various independent manufacturers.
The requirement for homogeneity of the roof is an important aspect for Tognana Industrie e Fornaci di Treviso. This company has realized a special, entirely automated unit, exclusively made for the production of accessories – something which is uncommon among Italian roof tile manufacturers.
The heart of this line, which constitutes a real centre point inside the factory, is the robotized station, especially designed for taking the dry accessories from the coating conveyor and stacking them onto tilted cradles to form “beams“ of products, which are then strapped and loaded onto the kiln cars for firing.
The project planning and construction of this part of the installation was awarded to the Automation division of Ceric (Keyria Group) as specialist for the fabrication of automated handling equipment.
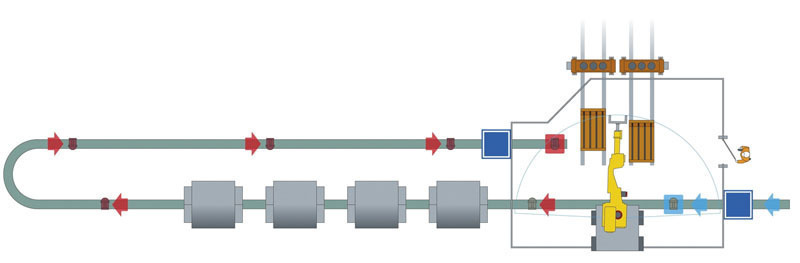
Description of the cycle
The dry products are arranged one by one on a conveyor and fed to the robotized station. At the station entrance, a vision system consisting of a camera and a detection box (controlled luminosity box) records the positioning of each product and performs a real time transmission of its respective details to the robot control station.
The information supplied by this vision system allows the re-orientation of the robot’s gripper and thus enables the tracking of the product without stopping the conveyor. Then the robot stacks each product onto tilted cradles installed within the range of the robot. Here, “beams“ of 25 accessory products each are formed, which are then strapped with wire.
For accessory tiles which are to be coated with engobe or glaze or for products with special surface finishes, the vision system at the entrance to the robotized station is deactivated, allowing the products to carry on to the glazing unit.
Once the coating is over, the products are conveyed via an U-shaped circuit back to the robot plant, where they pass a second vision device similar to the one existing at the entrance to the robotized station. In this case, the robot grips the products according to the tracking from the second station; the products are then stacked on the same cradles.
Safety
As with all installations planned and supplied by Ceric, the robotized station designed for Tognana contains all the safety measures necessary to fully comply with the current legislation. The entire action area of the robot is protected by a gate made of 2 m high grid panels. Access to this area is only possible via a door fitted with a safety lock; the product feed system is also secured.
Production
The present production rate – ridges and ends – amounts to 500 products per hour. However, it is possible to increase this output, as the robotized station is designed for more significant capacities and future product lines.