Simulation of the firing of ceramic ware
Part 2: Roadmap for CO2-free brick production by 2050
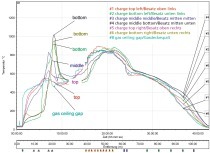
![»1 Energy flows at the generalized reference process, already discussed in [1]](https://www.zi-online.info/imgs/1/5/8/2/0/5/8/Redemann_Brandsimulation_Roadmap_01-f2080c968e5aa34d.jpeg)
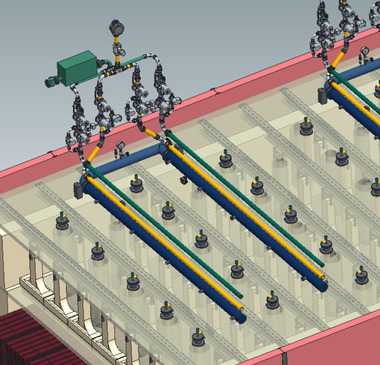
![»10 Installation example of a circulation system with radial impeller in the kiln ceiling (Source/Quelle: Meierling Ventilatoren GmbH and/u. [7])](https://www.zi-online.info/imgs/1/5/8/2/0/5/8/Redemann_Brandsimulation_Roadmap_10-2c57a1cb8fb20b94.jpeg)
In this paper, concepts for the further development of the tunnel kiln process are presented. The goal is a CO2-free production of bricks by 2050. The measures proposed here are based on an analysis of the firing process of horizontally fired roofing tiles. The mathematical process model used for this purpose has already been described in detail in a previously published article in Zi 1/2020 entitled “Simulation of the firing of ceramic ware – Part 1: Understanding the firing process in tunnel kilns“.
1 Introduction
Firing bricks in the tunnel kiln is a high-temperature process and therefore energy-intensive. The energy costs make up a significant part of the production costs. It is to be expected that the dependence of production costs on energy efficiency will increase in the future owing to a tightening of political regulations, e.g. an additional tax on CO2 emissions. The national climate protection plan envisages an almost CO2-neutral industry by 2050. This means a 30-% reduction in CO2 emissions per decade from today (source: National Energy and Climate Plan). The reduction in emissions is representative of a reduction in the use of fossil fuels. Against this background, a catalogue of measures is proposed in the following to further develop the process for firing bricks and roofing tiles in the tunnel kiln technologically. For this purpose, a distinction is made between measures that can be implemented in the short term and those that can be implemented in the long term, which were derived directly from an energy analysis of a generalized tunnel kiln process. The results of this process analysis have already been discussed in an article published in Zi 1/2020 [1]. According to this, a fuel saving can be achieved by
an increase in the combustion air temperature
a reduction of the primary combustion air volume with simultaneous reduction of the cooling air extraction
a reduction of the thermally active mass of the furniture or the kiln car
It is assumed that the firing curve of the setting remains unchanged. Important quality criteria that can be read off the axial firing curve are the maximum setting temperature and the cooling rate in the temperature range of the quartz inversion. For the following variants for process optimization with regard to energy efficiency, special attention is paid to these two criteria so that an increase in energy efficiency does not have a negative effect on product quality.
2 Optimization in the heat network
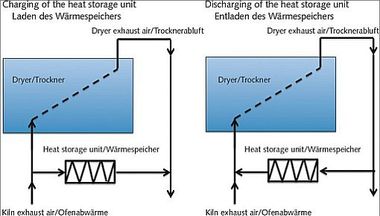
As already mentioned, a decisive measure is the reduction of the cooling air extraction, whereby the heated cooling air must be made usable within the kiln. This is aimed at eliminating the heat network and thus thermal decoupling of kiln and dryer.
The thermal decoupling of firing and drying process has already been practiced with the use of the historical annular kiln. This was replaced by the tunnel kiln, which has advantages with regard to product throughput, product quality and degree of automation. By increasing the cooling speed in the fast and final cooling zone, large quantities of hot air were now available for drying.
The heated cooling air is led out of the kiln via the lower and upper cooling air extraction and fed to the dryer. This enthalpy flow connects kiln and dryer in a heat network. In the dryer, this energy is required to evaporate the mixing water. In relation to dry bricks, the proportion of mixing water is approx. 18 %Ma for roofing tiles and up to 35 %Ma for tiles with a high porosity. In [2] 25 %Ma is given as the working value. At an evaporation enthalpy of 2 500 kJ per kg water, this corresponds to a theoretical energy demand of 675 kJ per kg dry brick. The actual energy consumption, however, is approx. 1000 kJ/kg and thus almost 50 % higher [2]. The difference is caused by heat losses at the dryer.
When heating one kg of dry brick with an average specific heat capacity of about 1 000 J/(kgK) from ambient temperature to a firing temperature of about 1 000° C, heat of 1 000 kJ/kgZ is stored. This stored heat, which is recuperated in the cooling zone, and the energy required for drying are thus of the same order of magnitude. The energy consumption of the dryer can thus be completely covered by the extracted heat from the cooling zone of the kiln, provided that kiln and dryer are working synchronously. In industrial practice, however, the kiln and dryer run asynchronously, i.e. energetically not simultaneously, which means that additional energy is required for drying. One reason for the asynchronous operation is, for example, the charging of the dryer in only two shifts on working days, with the firing process running continuously. About half of the available heat in the network can thus not be used.
The reduction of the energy dependence between kiln and dryer thus results in two major advantages. First, the absolute amount of unused heat from the cooling zone is reduced. Secondly, the operation of the decoupled dryer can be adjusted more precisely to the optimum drying conditions, which is more energy-efficient if the highest possible supply air temperature is used. These high temperatures are not reached via the network. Raising the temperature from the usual 200° C to 400° C reduces the energy demand of the dryer by 25 % [3]. Including open-air drying, the reduction of the primary energy demand below the evaporation enthalpy is possible.
Thus, there is a desire to combine the advantages of the individual kiln types. On the one hand the better energy efficiency of the annular kiln or the vertical shaft kiln (VSBK) owing to the complete internal use of the heated cooling air, on the other hand the good controllability of the firing process and high product quality of the tunnel kiln. The focus is thus on the decoupling or partial decoupling of kiln and dryer.
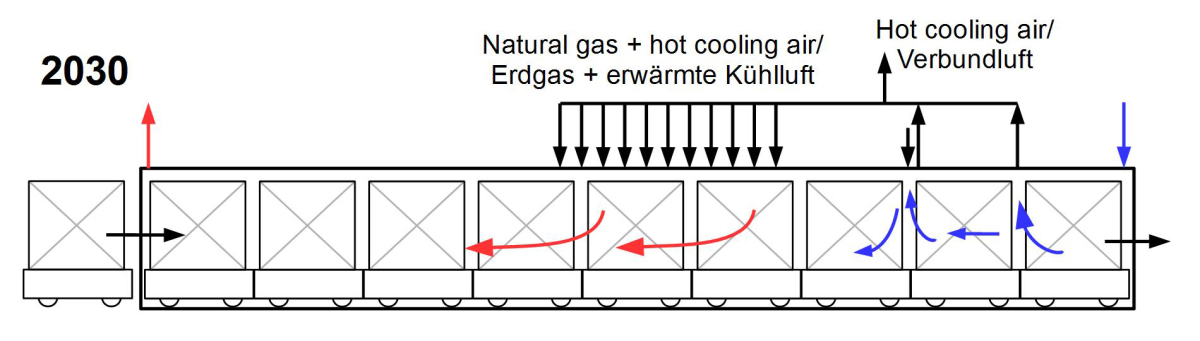
3 Firing in 2030
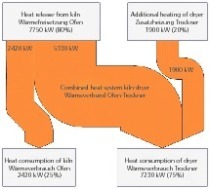
Starting from the current tunnel kiln process, which is shown as a generalized process in »1, a consistent preheating of the combustion air is required in the first phase. With the fuel, 2.5 MW of thermal energy is added to the process, with the largest share of around 1.6 MW being removed via the low and high temperature extraction. As shown in »2, the heated cooling air from the low and high temperature extraction is now used as combustion air. The amount of heated cooling air used for drying is reduced accordingly. The energetic dependence between dryer and kiln is reduced by this partial decoupling.
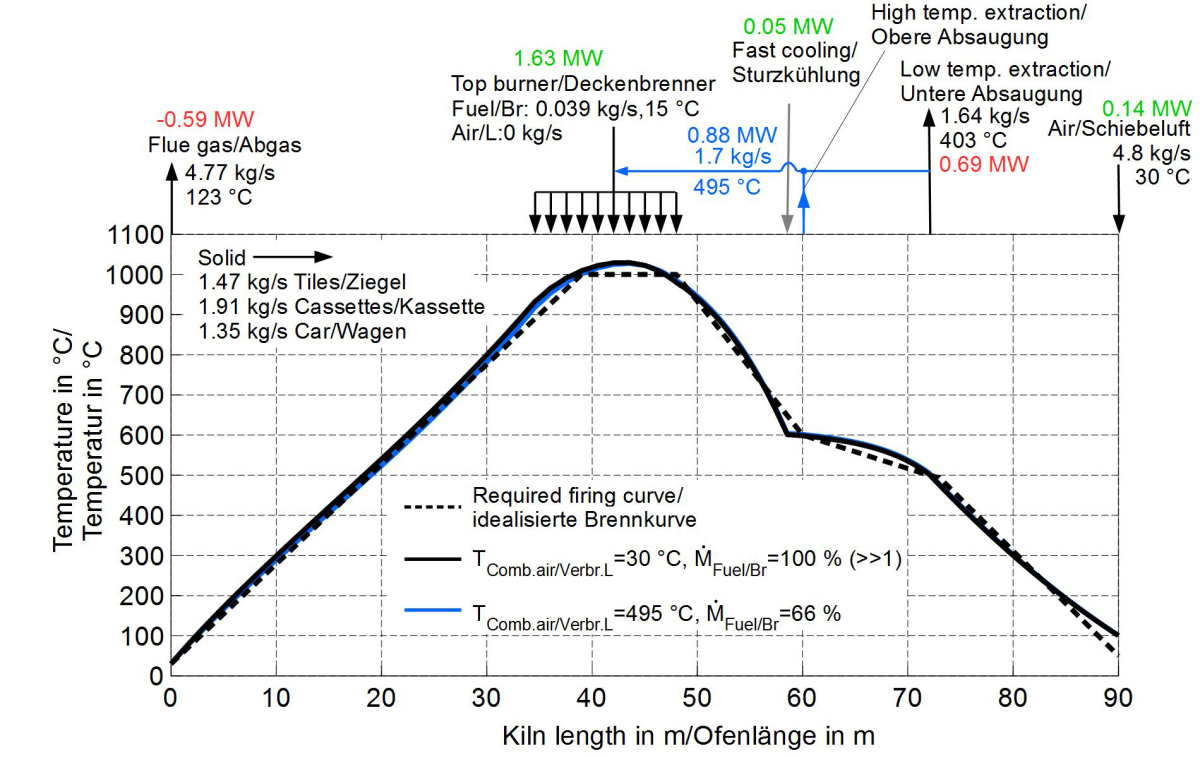
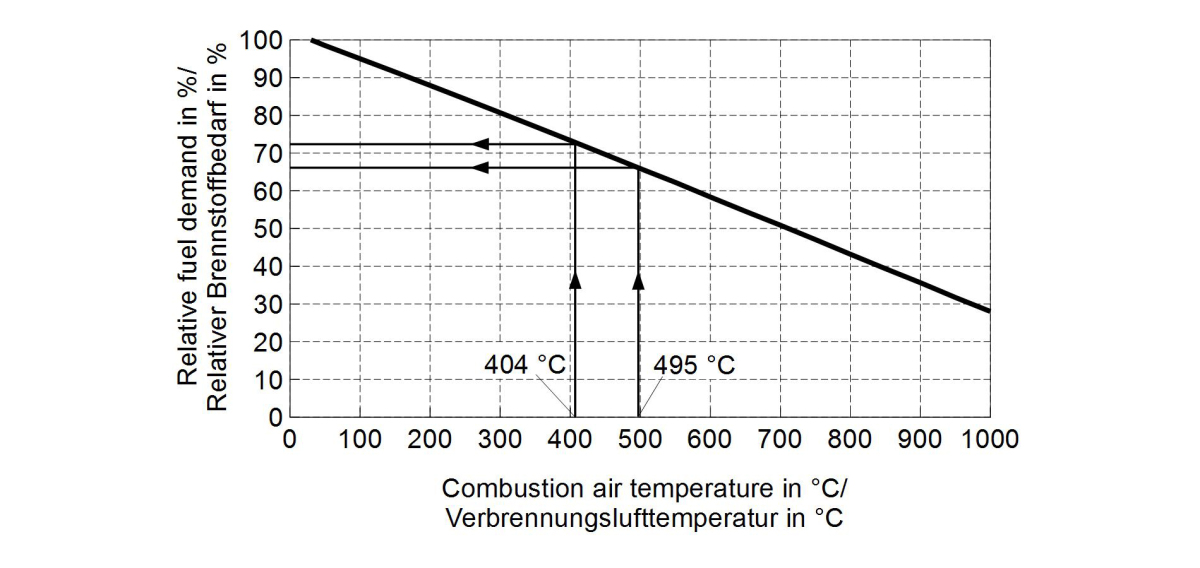
In »3, the kiln process is simulated for the case that the combustion air is taken from the high temperature extraction. Since not enough cooling air is extracted at this point, the remaining part is added from the low temperature extraction. The mixing temperature of the two partial flows with approximately the same quantity ratio is 495° C for this example process, which leads to a fuel saving of 34%. This again corresponds to a burner capacity of 0.88 MW. The dependence of fuel demand and combustion air temperature is shown in »4. The fuel demand is related to the condition when the combustion air temperature is equal to the ambient temperature. In addition, the case is shown where air is used exclusively from the low temperature extraction. The combustion air temperature thus reaches 404° C, resulting in a fuel saving of approx. 27%.
The advantage of this measure is that the heated combustion air can directly replace the energy input by the fuel. The firing process or the firing curve remains unchanged. Further adjustments are therefore not necessary. Existing kilns can therefore be converted at short notice. Implementation is realistic by 2030. A fuel saving of about 30 % can be expected. As a result, CO2 emissions are also reduced by 30 %.
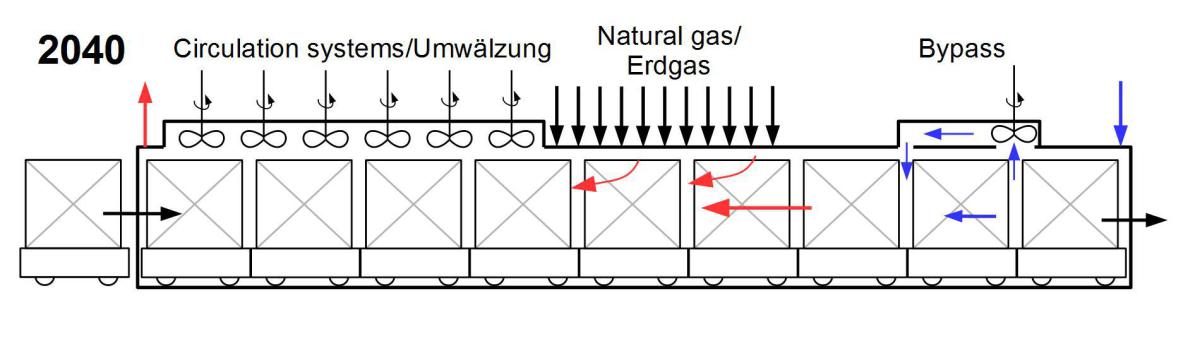
4 Firing in 2040
In addition to combustion air preheating, the first part of the paper showed that reducing the amount of combustion air leads to an increase in the combustion temperature, thus saving fuel. This is possible if the kiln is operated with a high excess of air (l >1). However, at the same time the temperature level in the preheating zone decreases, which indicates a changed heat capacity flow ratio. By reducing the amount of combustion air, the heat capacity of the gas flow decreases. To keep the heat capacity flow ratio unchanged, the cooling air extraction, i.e. the low and high temperature extraction, must be reduced.
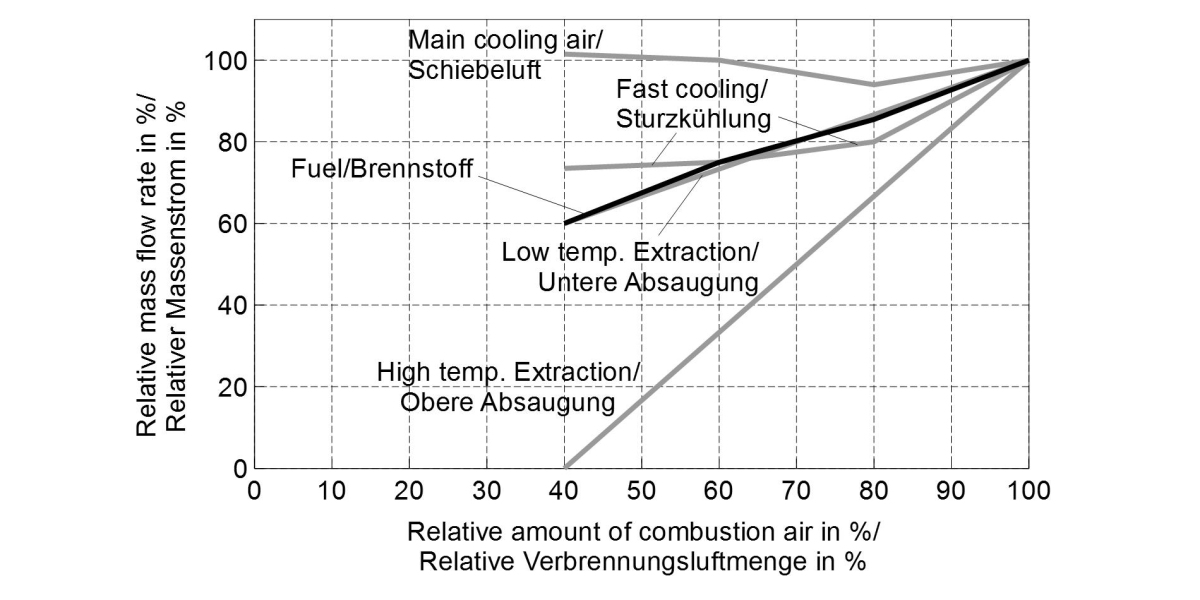
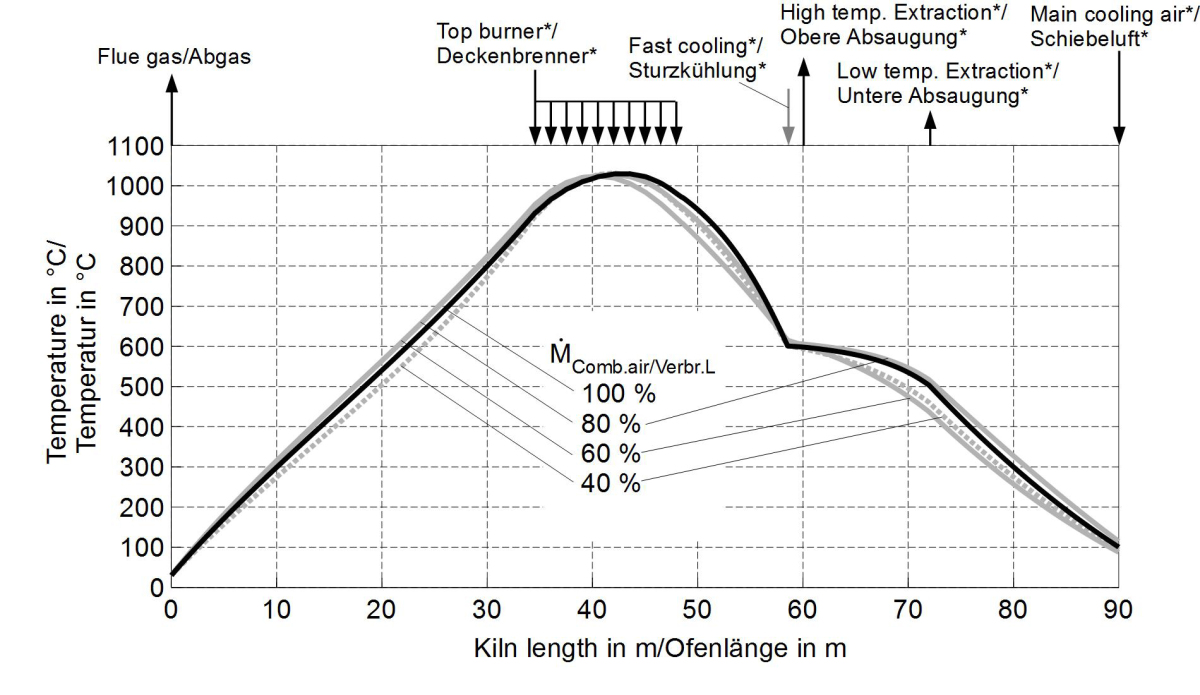
The corresponding settings are summarized in »5. The combustion air can be reduced by up to 60%, which is also a limiting case. No more gas is extracted via the high temperature extraction. A further reduction of the combustion air quantity is not possible at this point or only with a significant change in the firing curve. The fuel supply can be reduced by up to 40%. In general, it is difficult to keep the original firing curve when the combustion air quantity is changed, which becomes clear in »6. The maximum combustion temperature deviates only by up to 1 %. However, the cooling speed is up to 66% higher than in the reference process. The curves shown also represent only one optimization variant. The air volume in the kiln can be adjusted in many ways. This can be seen from the fact that the array of curves is not ordered. The adjustment of the firing curve when the combustion air volume changes does not show a clear trend. As an example, the cooling rate is higher in the case of a 60-% reduction in the combustion air volume compared to the case of a 40-% reduction.
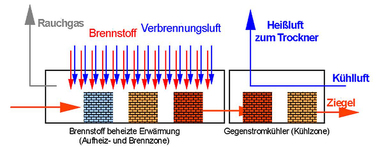
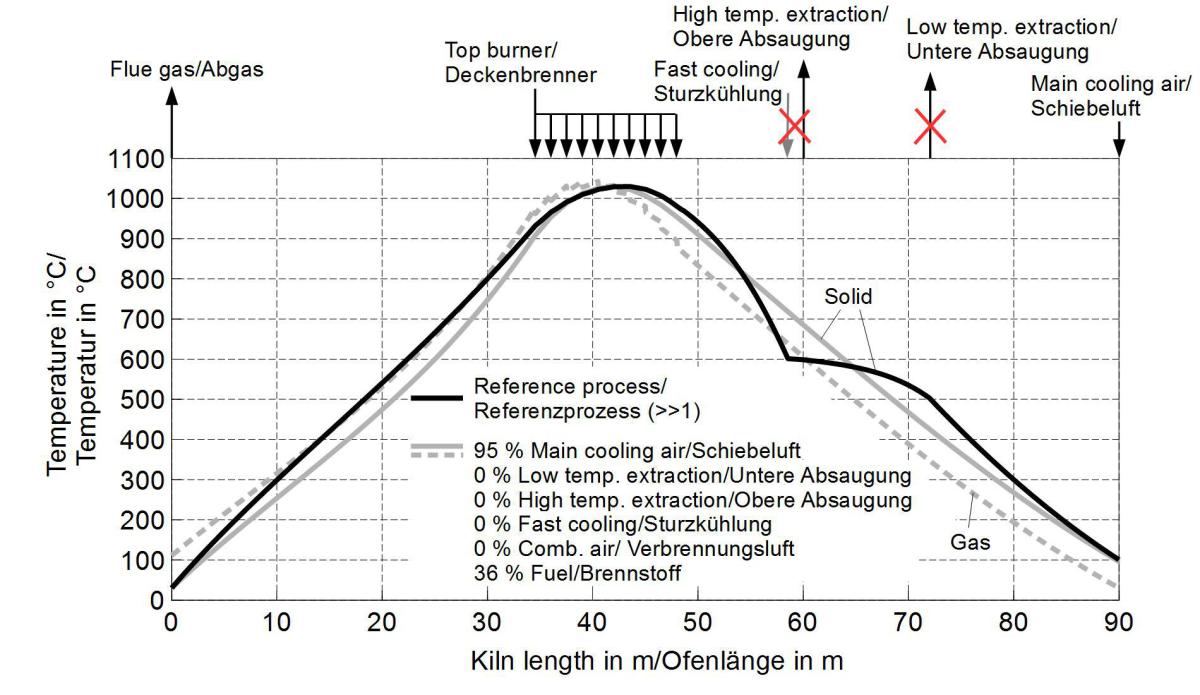
If the cooling air extraction is further reduced or if the extraction of cooling air is completely omitted, the kiln and dryer are completely decoupled. The resulting temperature profiles are shown in »7. Owing to the lack of cooling air extraction, the gas volume in the kiln increases. In order to keep the heat capacity flow ratio at approximately one during the heating and cooling phase, a drastic reduction of the combustion air volume is necessary in addition to the reduction of the main cooling air quantity. At this point it is completely waived. It is assumed that the burners operate with pure gas. Such a burner system for the use in brick production is currently being investigated by the Research Association of Ceramic Plant Manufacturers [4]. Furthermore, the cooling air is led through the entire kiln and acts as strongly preheated combustion air. These two measures, which have already been shown separately in »3 and »6, lead to a combined fuel saving of 64% compared to the reference process. The specific energy consumption is 620 kJ/kgZ. The temperature profile shows a uniform heating and cooling of the charge and is comparable with typical firing curves in annular kilns, shaft kilns (VSBK) and in the solid-solid recuperator [5]. The energy demand of the solid-solid recuperator with 500 kJ/kg is in the same order of magnitude.
However, the characteristic reduction of the cooling rate near the quartz inversion cannot be obtained with this process.
Derived from the original process, in which the cooling speed in the static cooling zone is reduced by decreasing the air volume, the idea of a bypass is taken up, as mentioned in [6]. Cooling air extraction is not required anymore. Instead, the cooling air from the low temperature extraction is led in a bypass, returned directly into the firing channel and mixed with the remaining cooling air. This results in a reduction of the gas quantity in this section, so that the heat capacity flow ratio can be adjusted via the gas quantity conducted in the bypass. The effect on the cooling behaviour is analogous to the classic process with low and high temperature extraction as well as fast cooling injection. The advantage is that on the one hand the gas quantity conducted in the bypass can be adjusted, on the other hand the cooling air remains completely in the kiln. The positive effect in terms of energy efficiency has already been discussed previously.
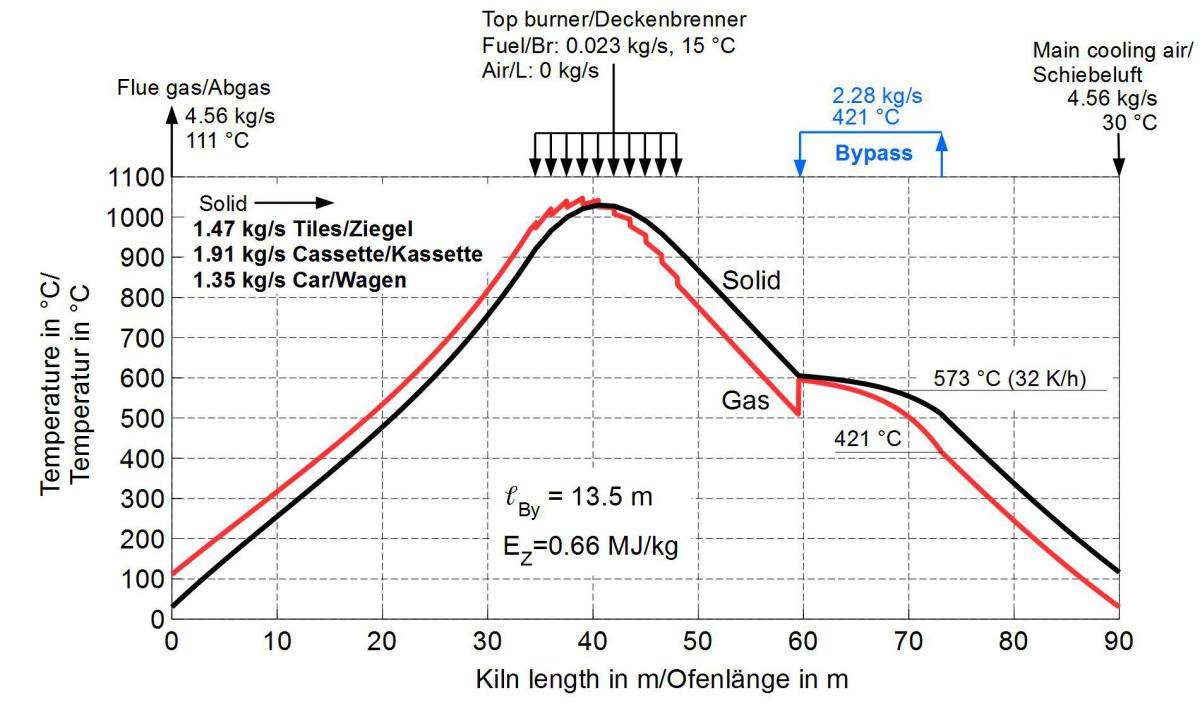
In the case that 50% cooling air is bypassed, the axial profile of the gas temperature is shown in »8. By mixing the cooling air, remaining in the firing channel, with the air conducted in the bypass, the gas temperature drops locally at the point of recirculation. This drop in temperature is smaller compared to the classical tunnel kiln process.
In addition to the amount of gas conducted in the bypass, the length of the bypass is variable. The length of the static cooling zone can be adjusted based on the bypass length.
The length of the bypass with 13.5 m is based on the axial distance between the positions of the low temperature extraction and the fast cooling of the reference process. If no gas is bypassed, the cooling rate is almost constant owing to the unchanged heat capacity flow ratio. If the bypass is used, the static cooling zone is formed. With an increase in the amount of gas conducted in the bypass, i.e. a reduction in the amount of gas in the firing channel, the temperature range in this area flattens further. The cooling rate decreases. If all cooling air is conducted in the bypass no heat transfer takes place. The setting temperature remains constant and the cooling speed is close to zero. The flattening of the temperature profile increases the temperature level at which the air for the bypass is extracted. This bypass temperature is listed in »Table 1. The gas conducted in the bypass is mixed with the cooling air remaining in the firing channel, resulting in a mixed temperature.
Owing to the extraction at a temperature level below the quartz inversion, the bypass temperature is always lower than 573° C, which is important for the design of the required fans. In addition to the bypass temperature, »Table 1 also shows the cooling speed in the static cooling zone. In order not to exceed the original cooling speed of the reference process of 35 K/h (cf. »3), approx. 50% of the cooling air must be bypassed. Owing to the reduced cooling air volume in the static cooling zone, the temperature difference between gas and setting decreases. This means that less heat is transferred, which is associated with a higher setting temperature at the kiln exit. These heat losses have to be compensated by additional fuel input, so that the fuel demand rises slightly from 36 without bypass up to 40% with bypass. Thus, 60% fuel is saved compared to the generalized reference process in »1. The fuel-related CO2 emissions are also reduced by 60%.
The measures shown above will be incorporated into the second phase of the further development of the firing process, which will run until 2040. More time is required for this, since more complex conversion measures are necessary. The goal of completely decoupling the kiln from the drying process can be achieved. The kiln scheme is shown in »9. The heat capacity ratio of air to bricks, furniture and thermally active part of the kiln car is set to approximately one.
The cooling air enters the firing zone as strongly preheated combustion air and is heated to a temperature above the setting by pure gas burners [4]. A reduction of the cooling rate in the temperature range of the quartz inversion is achieved by a bypass, which reduces the air volume in this kiln section by about half. The bypass is located in the hot section of the kiln ceiling. The kiln roof is raised at this point.
To compensate for the omission of the high-speed burners, circulation devices also ensure effective cross-mixing of the kiln atmosphere during the heat-up phase. Furthermore, the circulation in the preheating zone shortens the heat-up time so that the cooling time can be extended and thus the cooling speed can be reduced. An installation example of a fan with radial impeller is shown in »10, where the impeller is placed directly above the firing channel in the hot zone. This type of fan is used in the aluminium and copper industry up to temperatures of 900° C and has been tested in industrial applications [7]. High circulation capacities and flow velocities are characteristic features of this type of fan.
The fuel demand of the firing process is now 60% lower compared to the current firing technology, whereas renewable electricity is required for circulation. The tunnel kiln is partially electrified. The partial electrification of industrial furnaces is currently being discussed under the keyword “Hybrid Heating“ [8]. The decisive heat loss is allotted to the output losses of the setting and the kiln car.
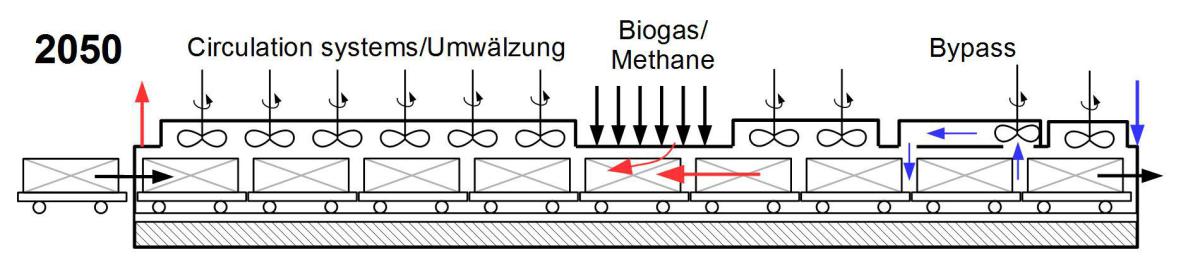
5 Firing in 2050
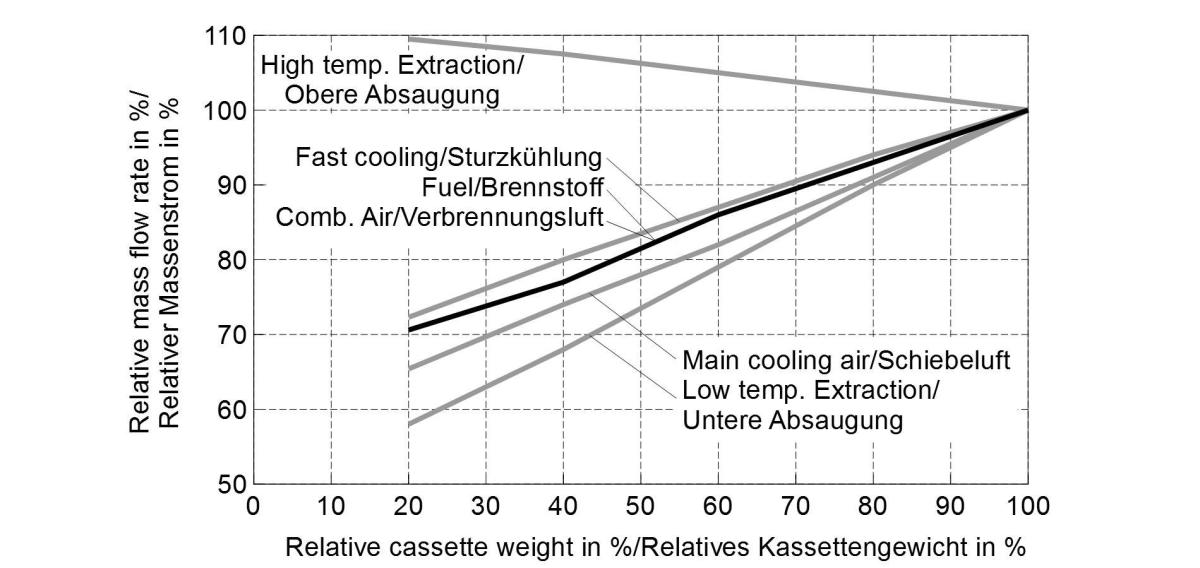
The third phase provides for a reduction in the weight of furniture and the transport system. The development of new materials must be pushed forward, which means that the introduction will take until 2050. Taking roof tiles as an example, the weight of the cassette will be drastically reduced. The weight ratio of roof tiles and cassette is approximately the same. By reducing the weight of the cassette, e.g. by using ceramic fibre materials, a decrease in the amount of gas in the kiln can be expected, resulting in a significant reduction in heat losses at kiln entrance and exit.
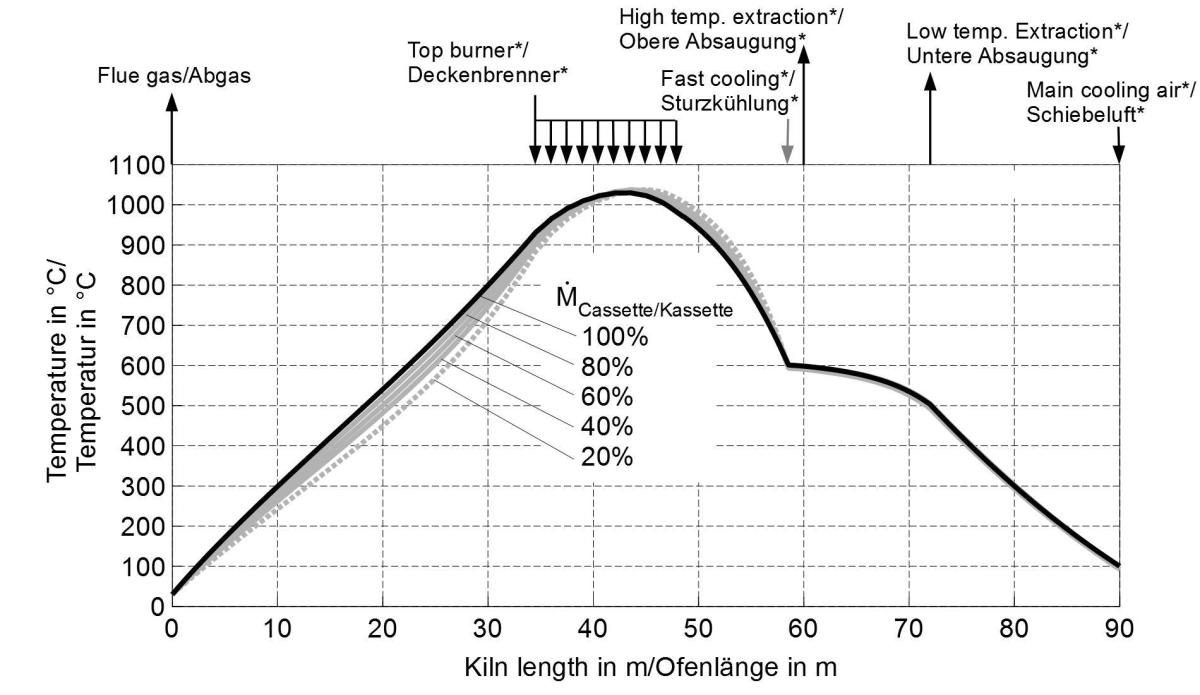
In »11 is shown the change in the quantities of injected and extracted gas depending on the weight of the cassette. The cassette weight was varied in the range from 20 to 100 %. With the exception of the high temperature extraction, which only rises slightly, the quantities of main cooling air, fast cooling, combustion air and fuel must be reduced in order to bring the firing curve into line with the reference case. The deviation of the maximum firing temperature was limited to 1 %, which corresponds to a deviation of 10 K at about 1 000° C. Owing to the reduction of the cooling air volume, the low temperature extraction must also be reduced. With an 80-% reduction in the cassette weight, which corresponds to a reduction of the total mass of the solid flow including kiln car of almost 35 %, the energy demand decreases by almost 30 % in comparison to the reference process (»1). The adjusted axial temperature profiles with variation of the cassette weight are summarized in »12. Deviations are visible during heating phase as well as fast cooling. The influence on the product quality is estimated to be low. The cooling rate in the area of the quartz inversion deviates by maximum 19 % from the reference case at 100 % cassette weight.
It should be noted that there is a wide variety of setting options for the kiln. In this case the optimization result is only aligned to the maximum firing temperature. So, it is an indefinite system with an infinite number of solutions. Thus, further setting variants are possible.
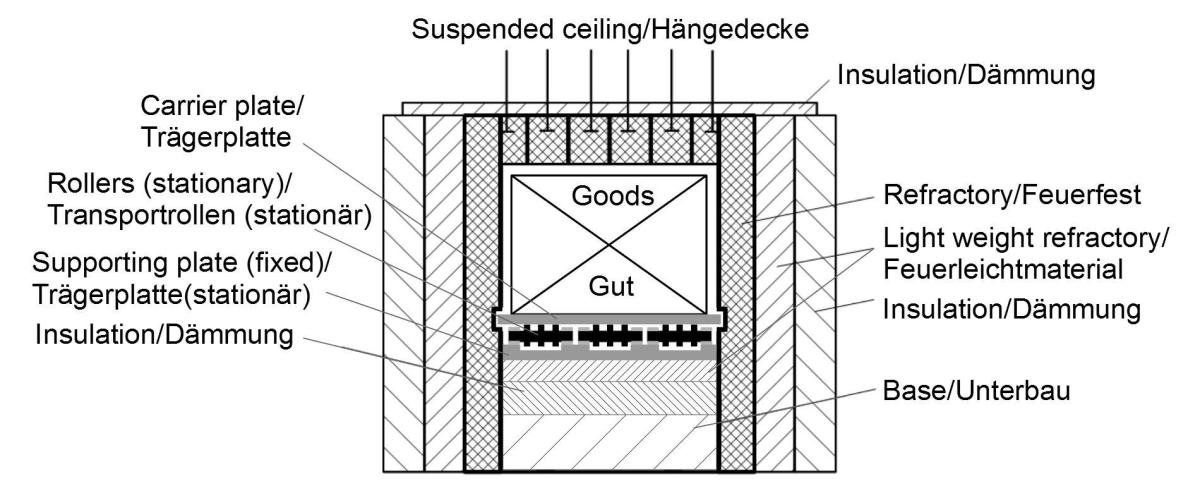
In addition to the cassette weight, the reduction of the car mass also leads to a comparable result. However, a drastic reduction is only possible with a revision of the entire transport system. The idea is to arrange rollers stationary in the kiln. The roller bearings are not positioned outside the kiln as in classic roller heart kilns, but directly in the firing channel [9]. From today‘s point of view, the development of all-ceramic bearings for use in the high-temperature range must be further advanced for implementation. The advantage of this system is that the classic tunnel kiln can be converted, as shown in »13. The kiln is sealed and thermally insulated towards the underground. A stationary support plate distributes the load evenly over the ground and absorbs the forces that are transferred via the bearings. A second carrier plate, which takes up the load, is pushed over the rollers.
Only this plate moves directly in the firing channel (»14) and is heated up to firing temperature together with the setting. By reducing the weight and avoiding false air, the fuel demand is reduced by further 30 %. So, all essential heat losses are eliminated. The minimum energy demand is mainly determined by the exhaust gas losses. The exhaust gas must always have a temperature above the dew point to avoid condensation of exhaust gas components. At an exhaust gas temperature of 150° C, a heat capacity flow ratio of 1 and an assumed weight ratio of kiln furniture to ware of 0.3, this results in a heat loss of 0.16 MJ per kg of ware. This remaining energy can be supplied by means of biogas or methane. Methane is generated CO2-neutral using, for example, the power-to-gas process.
Another advantage is the flexibility of the firing process, which will be decisive in the future. The demands of the market for diversity require that the manufacturing process be geared to small series. For this purpose, the setting height in the kiln is reduced and the firing time is shortened. The process is also being converted to fast firing for construction ceramics. The reduced residence time in the kiln requires a higher heat transfer, which is achieved by intensive circulation throughout the kiln. The heat transfer in the entire cross-section can be significantly increased if the setting is reduced to few layers of ware. Compared to the second phase, the electrical energy demand will increase owing to the additional circulation.
Besides the kiln, the dryer will be optimized and redesigned. For example, a current research project is investigating the concept of microwave drying [10], which also requires the decoup-ling of kiln and dryer.
6 Conclusions
The European climate protection plan provides for an almost CO2-neutral industry by 2050. This means a reduction of CO2 emissions by 30 % per decade
In addition to certificate trading, the reduction of emissions will be achieved by means of an additional tax, which will be gradually increased
The measures presented reduce the fuel demand of tunnel kilns by up to 90 %. Decoupling of the heat network between kiln and dryer will be necessary
An additional expenditure of electrical energy for circulation follows, whereby the electricity is generated in a regenerative process
Methane is used as remaining fuel, which is produced using power-to-gas technology
Further developments in the fields of recirculation, high-temperature bearings, pure gas burners and transport furniture will be necessary
Otto-von-Guericke-Universität Magdeburg
Institut für Strömungstechnik und Thermodynamik