Using microwave heating for electrification of the drying of green heavy clay products

This paper addresses the experimental investigation of the drying of green heavy clay products by means of microwave radiation on laboratory scale, with reference to the examples of facing bricks, roof tiles and vertically perforated clay blocks. The tested product bodies vary between 5 kg and 15.3 kg wet mass. For the investigation, temperature measurement, gravimetric determination of the drying curve, the electric energy consumption and the total drying time are considered. It is shown that microwave drying of green heavy clay products can contribute to a considerable shortening of the drying time and a reduction of the total energy consumption compared to convection drying.
1. Introduction
Against the background of the German clay brick and tile industry’s goal of greenhouse gas neutrality by the year 2050 [1], in this paper the electrification of the drying process based on application of microwave heating is considered.
The German brick and tile industry’s roadmap [1] specifies an average value of 1.74 mill. t CO2 for the total greenhouse gas emissions for the years 2014 – 2018. In comparison, the climate action plan decided by the German government in 2016 foresees an 80-% to 95-% reduction in CO2 emissions by 2050 compared with the reference year 1990 [2]. The direct energy-related emissions can be reduced by replacing the fossil fuels used to generate thermal energy based on an extensive electrification of the industrial process, provided that the electric energy used for this can be supplied from renewable energy sources [3]. On account of its efficiency advantages compared with hydrogen, electricity can cover 53 % of the industrial energy requirement thereby be relevant especially for medium-sized enterprises, providing that a total of 470 GW electric energy can be supplied by 2050 [4].
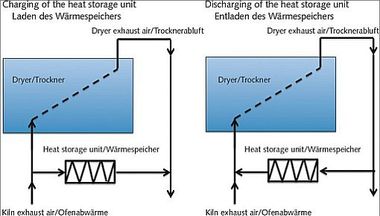
In chamber, tunnel, continuous and rapid dryers, the thermal energy that is needed to evaporate the water contained in the wet clay is currently still supplied in the form of heat recovered from the downstream firing process and by the combustion of natural gas, e.g. [5 – 7]. The specific heating requirement for the drying and firing process varies, e.g. for bricks, lightweight perforated clay blocks, vertically perforated clay blocks and roof tiles, between 1 000 – 3 000 kJ/kg dry mass depending on the technological developments for the respective production areas [5,8]. While around 1 265 kJ/kg net energy is required for firing clinker bricks and facing bricks and 810 kJ/kg for masonry bricks, the dryers consume around 4 300 kJ per kg evaporated water [5,9]. The percentage of electric energy in the total energy requirement of a brick plant is currently comparatively low. Electric power is used mainly during shaping as well as for driving production cars and fans [5]. The energy required by the dryer can be provided completely by the waste heat from the cooling zone of the kiln, providing kiln and dryer are operated synchronously. In industrial practice, however, the kiln and dryer run asynchronously, that is not simultaneously with regard to energy consumption and output, as a result of which additional energy is required for drying. Reduction of the energetic dependence between kiln and dryer results in two key advantages. First, the absolute amount of unused heat from the cooling zone is reduced. Second, operation of the decoupled dryer can be adjusted to ensure optimum drying conditions [10].
One possibility for energy-efficient electrification of drying of green bricks is volumetric heating by means of electromagnetic radiation in the range 915 MHz and 2 450 MHz (that is, trivially expressed, microwaves). In comparison with conventional drying with hot air, the direct input of energy in the green product enables a faster and locally more evenly distributed temperature increase as well as higher drying rates at temperatures up to 100 °C and higher. The drying of green heavy clay products in microwave units has been scientifically and technically investigated since at least the early 1990s, although only limited findings have been published in scientific or application-oriented journals [11,12]. The majority of publications emphasizes the benefits of microwave drying as a technology for the heavy clay industry [12-14]:
Modular set-up enables flexible design of the dryer length;
No heating of the process chamber necessary;
No base load consumption as energy is instantly available;
Favourable temperature profile substantially accelerates the drying process;
Reduction of the fracture rate.
While in older publications, the technical feasibility and efficiency as well as the investment, process and maintenance costs are often doubted, more recent works show that microwave drying can be established in principle as a competitive process thanks to technical developments in recent decades [13]. This has been made possible on the one hand by the stable price of the magnetrons, and especially by the technically advanced concepts for continuous adjustment of the microwave power as well as the shielding of the drying chamber, e.g. based on modification of the geometry of the openings, use of absorber materials and conductive plates and metallic, reflecting networks. On the other hand, semi-conductors (solid-state generators) are being further developed for industrial microwave dryers, enabling higher power, longer lifetime and better adjustment of the frequency range. Continuous microwave dryers with a total power of 500 kW and lengths > 20 m are state of the art today.
The input of energy into the green product and the homogenization of the temperature inside the brick product basically result in a change of the drying conditions compared to conventional convective drying of green bricks. Whereas in the latter case, heat transport and material transport kinetics limit the drying rate, heat transport is ideally negligible in microwave drying. The low thermal conductivity of around λ < 1 W/(mK) influences mainly the heat transfer between the so-called hot spots (local areas with very high temperatures) and cold spots (low temperatures) that can form in the green product depending on the wave field. The efficient energy input and the high heating rates which can be achieved in the interior of the products at relatively low power lead to high local evaporation rates in the hot spots, which on account of the limited vapor transport kinetics can lead to the destruction of the product if the energy input is not controlled [15]. It is therefore the objective of research projects to investigate and improve the parameters of the energy input and the arrangement of the green products in the microwave field.
In this report, therefore, a concept for the microwave drying of green bricks is presented that enables non-destructive and energy-efficient drying. To this end, experimental investigations were conducted in an batch operated microwave drying unit with a chamber size of around 0.4 m3. The results for individual, industrially made green products of different types [roof tile (DZ), facing brick (VMZ) and high-porosity vertically perforated clay block (HLZ)] are presented and compared. The basic feature of the presented drying processes is the realization of intermittent power input and, beyond that, implemented temperature control to avoid local overheating and high local evaporation rates. Intermittent means that phases of energy input by microwaves are continuously alternated with phases without power input to realize thermodynamic balancing of the internal temperature distribution. Both, the drying time and the energy consumption, could be significantly reduced in comparison with convection drying performed in the same unit. Intermittent microwave drying can therefore be regarded as an energy-efficient alternative process for the electrification the drying of green heavy clay products.
2. Description of the experiments
2.1 Experiment setup
For the drying experiments, a microwave dryer supplied by Püschner GmbH, Schwanewede was used. It was used for drying with intermittent energy input by means of microwaves as well as for comparative experiments with hot, dry air (convection drying). The dryer has two magnetrons (left and right of the turntable), with continuous controlled power up to 1 000 W each and a frequency of 2.45 GHz. Also installed are an air blower for volume flow rates in the range Vin = 300 – 1 000 l/min and Tin = 30 – 150 °C; exhaust air blower with Vout = 400 – 4 000 l/min; turntable on a balance (M = 0 – 20 kg ± 2 g); four fibre-optic temperature sensors (T = 0 – 300 °C ± 0.2 °C) for core temperature measurements; two IR cameras (T = 0 – 250 °C ± 2 °C) for surface temperature measurement and an air humidifier for control of the humidity of the supply air. The chamber wall can be heated to 40 °C to avoid condensation of humidity. The electromagnetic field is adjusted with the help of a tuner and homogenized by means of a rotating mode stirrer.
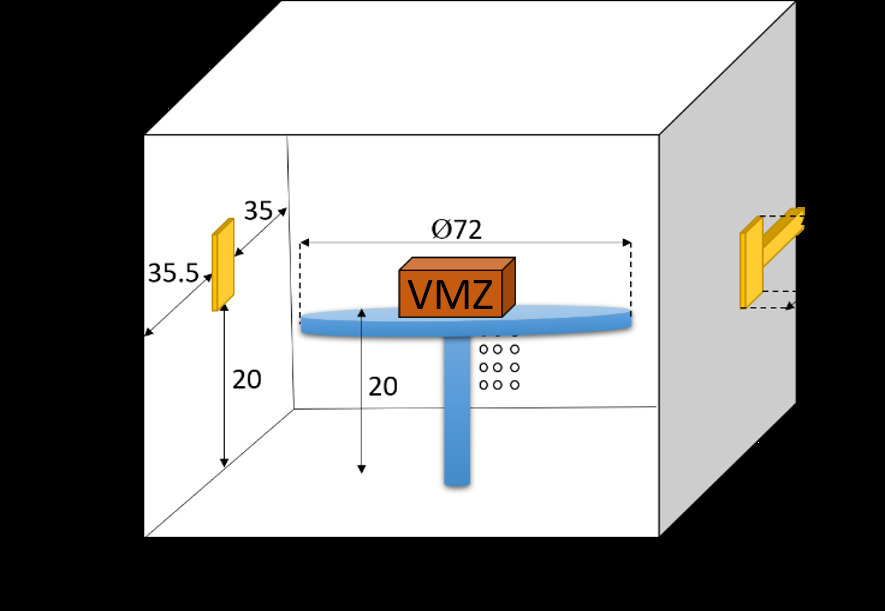
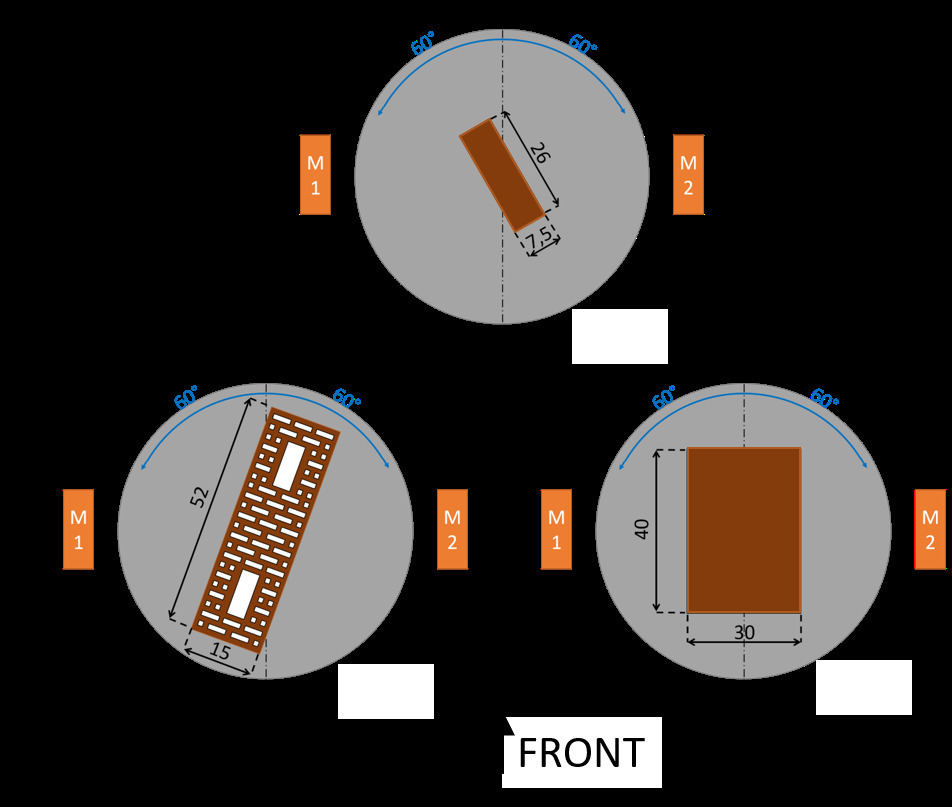
The green products [facing brick (VMZ), roof tile (DZ), vertically perforated clay block (HLZ)] were dried individually and positioned on a turntable at the centre of the microwave (»1). To monitor the temperatures, both the IR cameras and the fibre-optic sensors were used. The temperature of the exhaust air was determined in the exhaust air shaft with a Pt-100 sensor.
2.2 Tested material and test procedure
Drying experiments were conducted with individual green products in accordance with the bodies listed in »Table 1. The tested bodies differ in respect of their geometric dimensions, their size and weight, their initial moisture content and porous structure and their material properties in respect of their thermodynamic and dielectric properties (»Table 1).
The drying experiments were conducted with intermittent power input of the microwaves at P = 1 000 W (VMZ, DZ) or P = 2 000 W (HLZ). The intervals were as follows: 10 s power input (HLZ 15 s) followed by 85 s (HLZ 80 s) without power input so that the intermittent cycle is repeated every 95 seconds. At the beginning of every experiment, a 5-minute heating-up phase was conducted with 700 W (HLZ 1 500 W) microwave power.
The drying air was extracted by means of the exhaust air blower at Vout = 1 200 l/min; the supply air blower with heater battery was not used. In the comparative experiments with convective drying, the incoming air blower was operated at Vin = 900 l/min and Tin = 90 °C.
During drying, the specimens were rotated forwards and backwards on the turntable by a total of 120 °. The turning motion and specific position of the green products can be seen in »1b. The magnetic field was additionally homogenized by means of the mode stirrer. The process was regulated on the basis of the core temperature measurement, which was set to a maximum temperature of 65 °C, which mainly had an effect in the second stage of drying (TAS).
The surface temperatures of the green products were recorded continuously with an IR camera, the core temperatures with fibre optic sensors and the mass loss was determined gravimetrically over the entire drying process. In addition to the input microwave power, the returned, that is unused, power was documented.
2.3 Dielectric properties
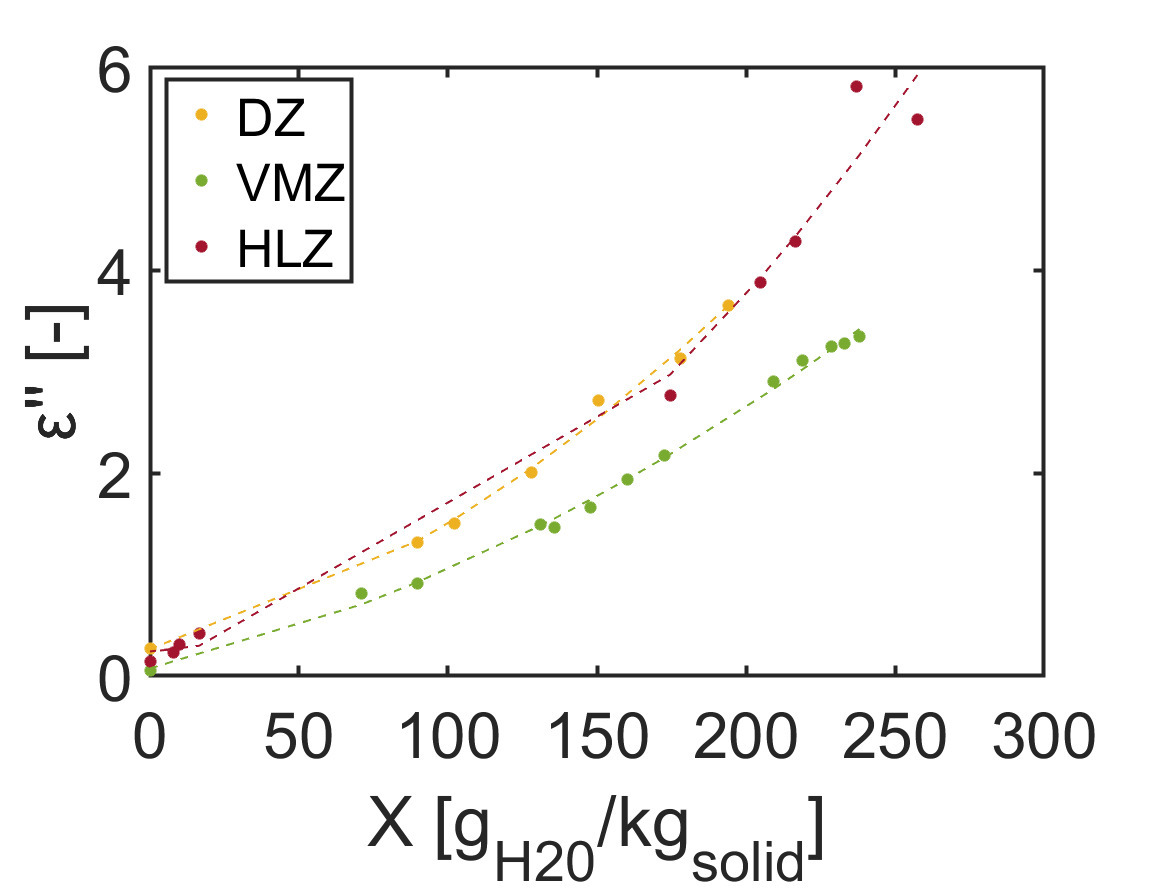
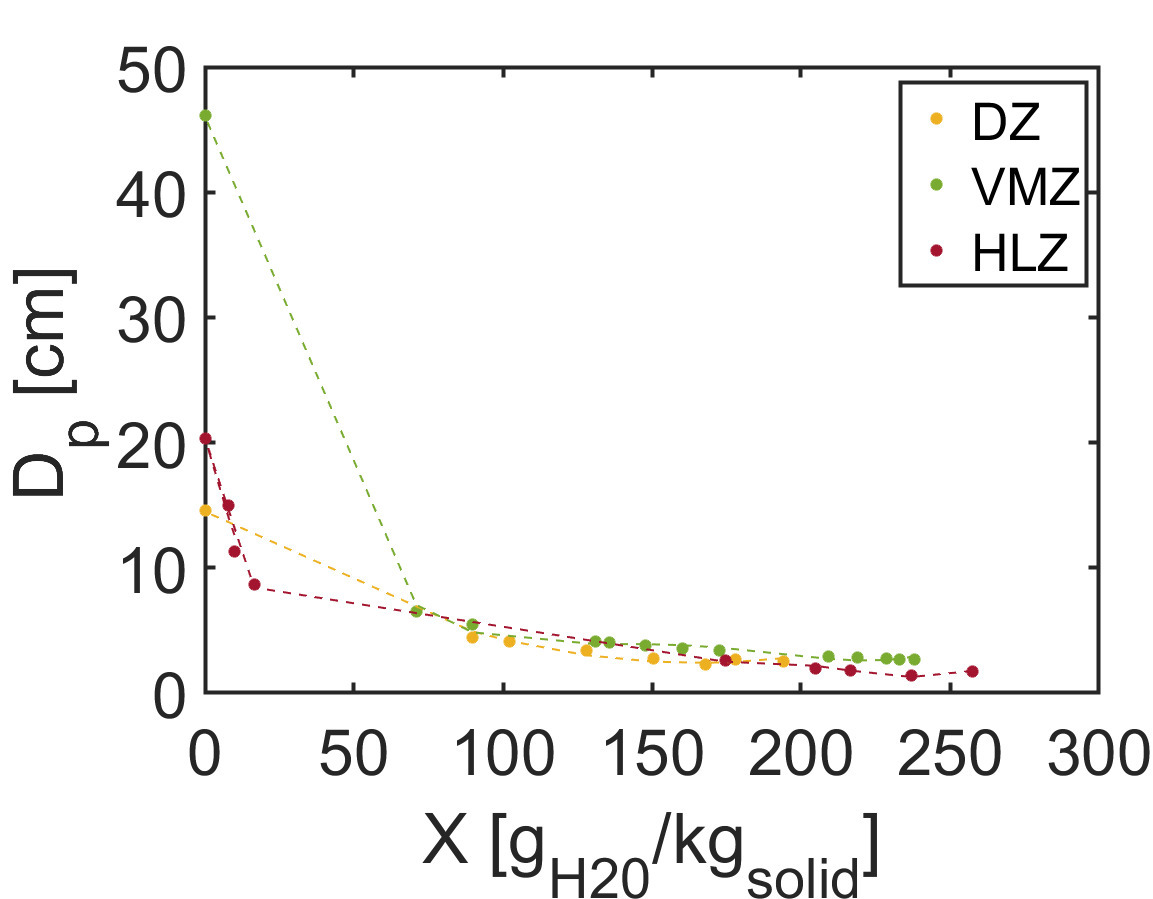
For the dissipation of energy from the electromagnetic field, various mechanisms are relevant. The dipole relaxation of the water is the most important for the application of microwave drying in the range of medium to high product moisture contents [16]. The absorption of energy and transformation into heat can be described with the help of the loss factor, which indicates the weakening of the field as it penetrates into the material. For the tested bodies, it is shown as a function of their moisture content of water in »2a. The penetration depth of the electromagnetic field depends on the permittivity and loss factor. With increasing dissipation of energy in the material, this usually becomes lower (»2b).
As both, the water contained in the wet clay and the clay itself, exhibit a dielectric loss, all the materials tested here could be heated even at low water content or kept at constantly high temperature. In comparison, however, the VMZ material is characterized by a smaller dielectric loss factor than the other materials. The penetration depth is similar up to a content of 75 g/kg for all green brick products.
3. Results and discussion
3.1 Comparison of the drying curves for VMZ,
DZ and HLZ
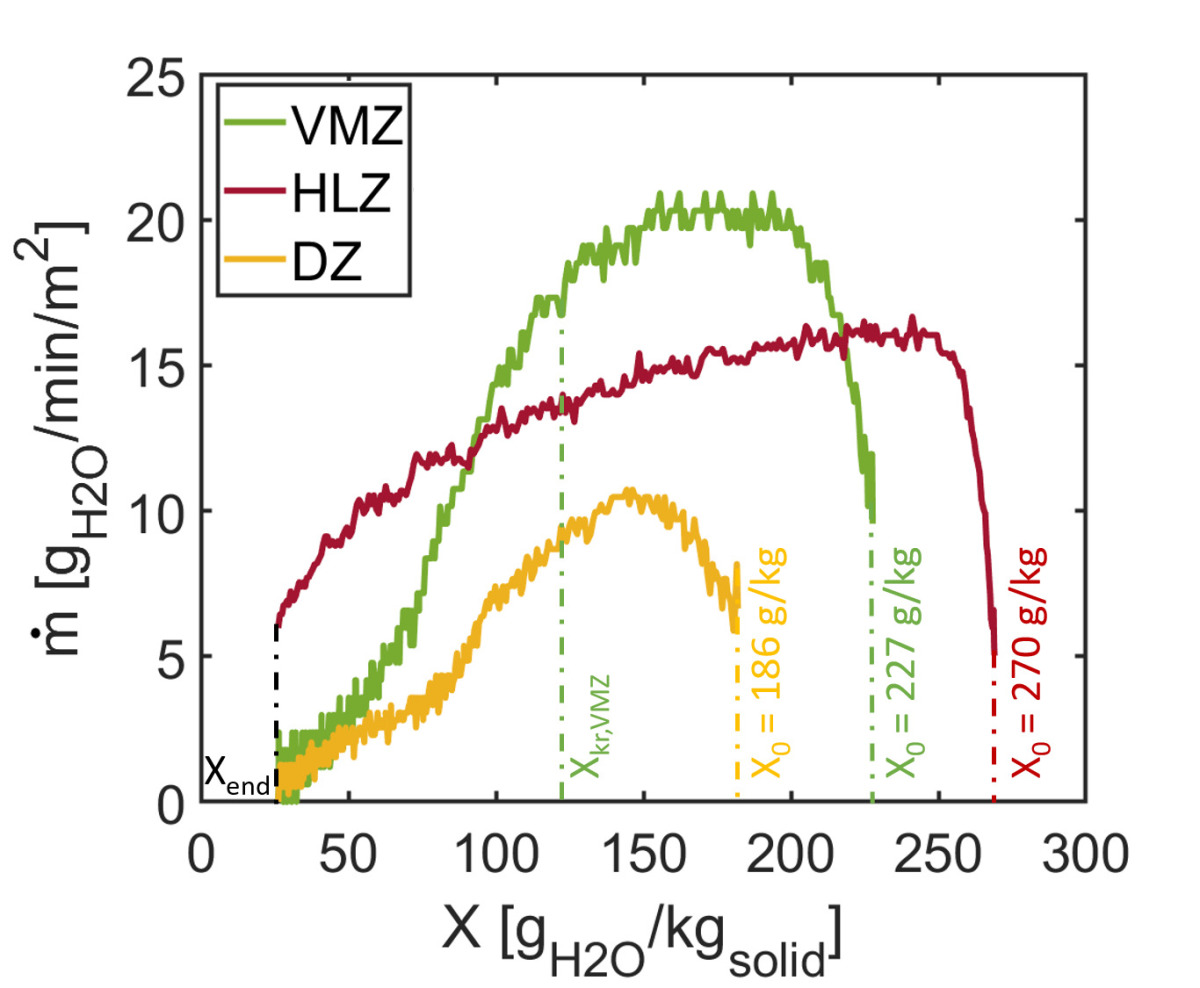
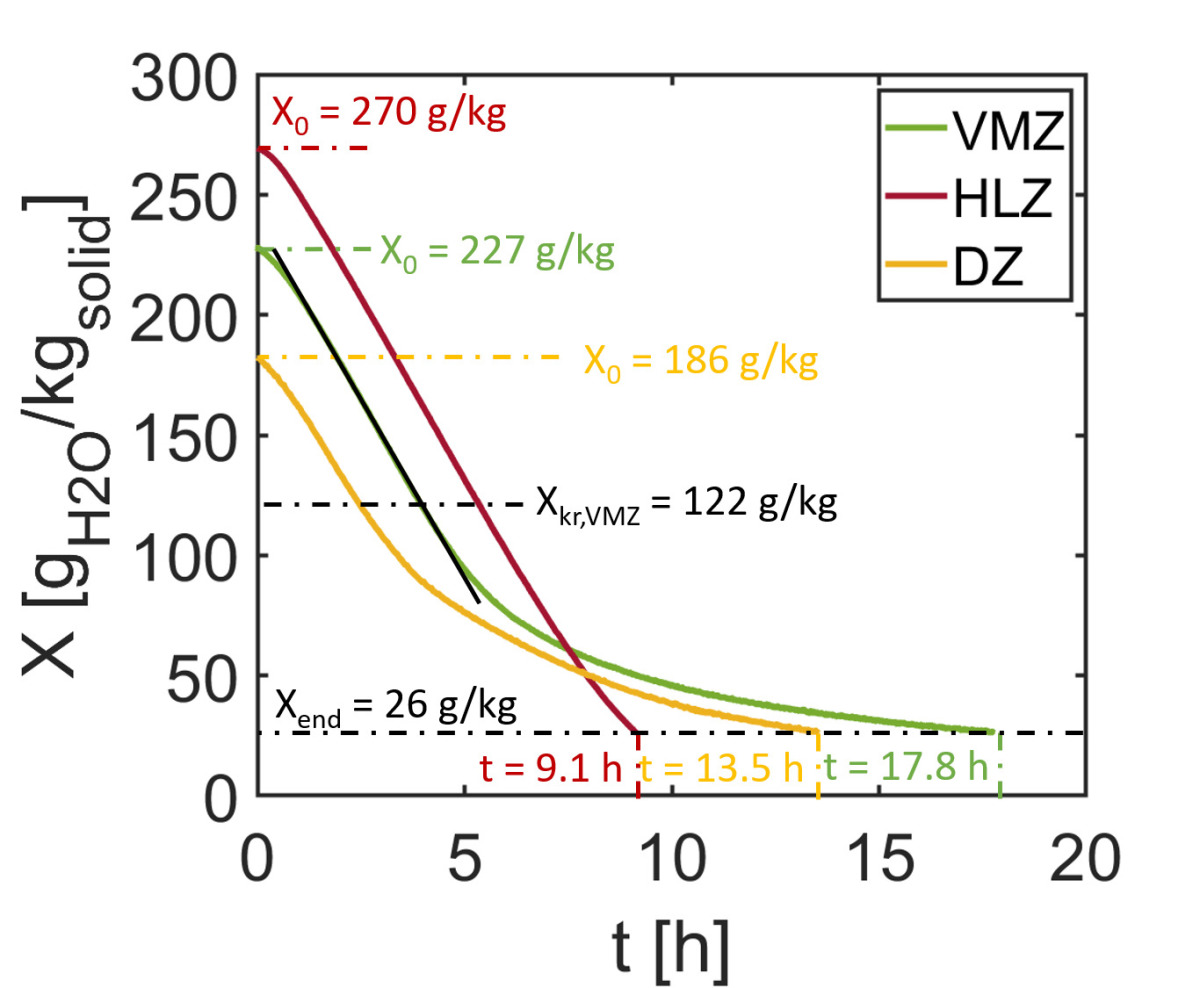
All specimens could be dried crack-free. The drying curves for the three green product bodies tested are shown in »3. Drying was performed with the process parameters described above until a residual moisture content of Xend = 26 g water per kg dry mass was achieved.
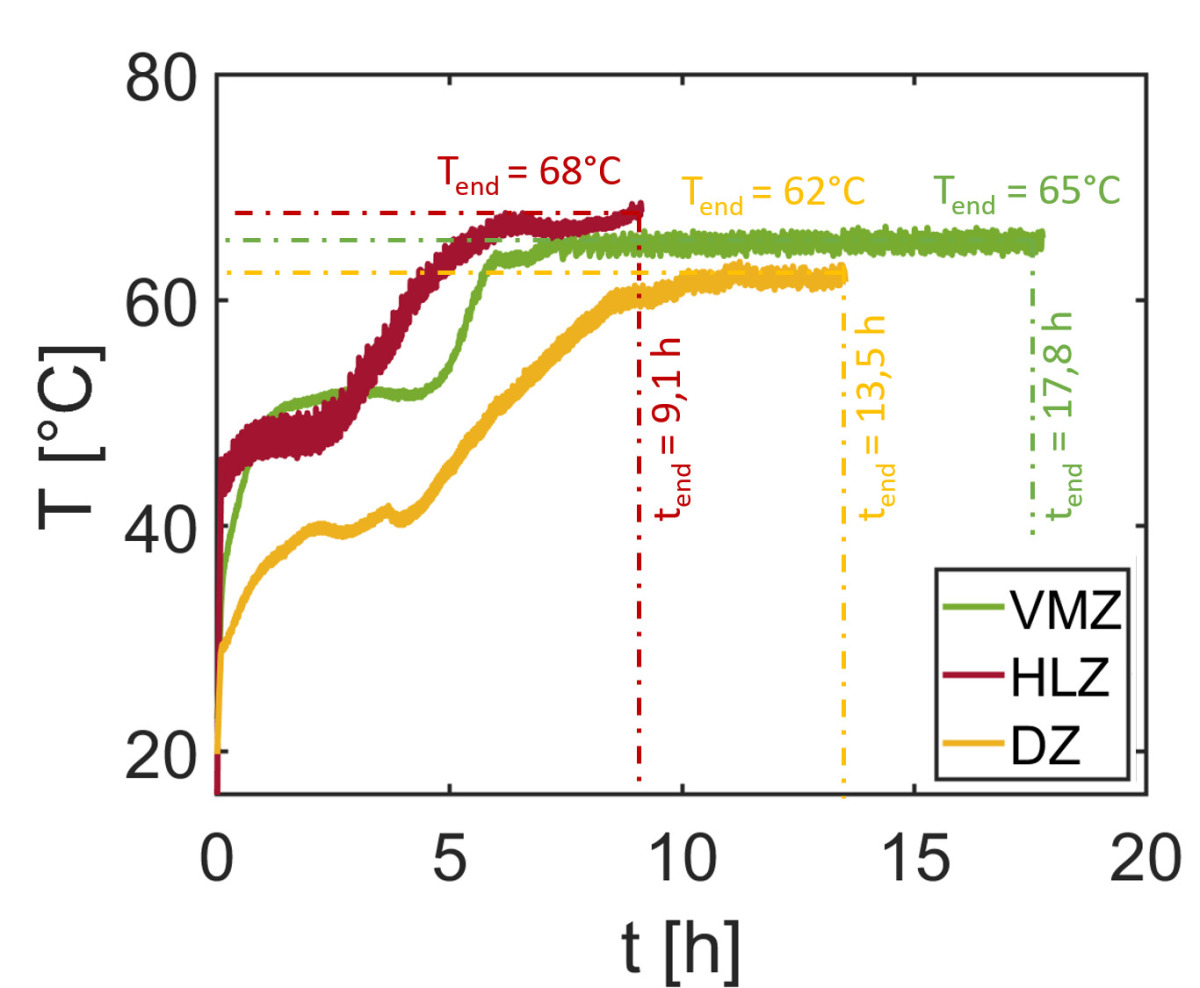
Comparison between the three green products show that despite its geometry with a high percentage of perforations, the HLZ can be preferably dried with the selected process parameters. Although the dielectric properties are similar, especially with regard to the DZ, heating is much faster (»3a), which might be caused by the higher power input (2 000 W over 15 s with 80 s balancing phase and 1 500 W in the heating phase). Especially at the beginning of drying, heating rates up to 6 K/min can be achieved. Consequently, the drying rate (»3b) is continuously high and therefore, despite the higher initial moisture content, the drying time is significantly shorter compared with that for the DZ and VMZ, which were dried at generally lower powers (»3c). An optimum flow of air through and against the green product is not directly possible in the laboratory dryer. With a targeted flow pattern, a further improvement of the water removal and therefore of the drying could be expected.
The drying curves in »3c characterize a typical curve for drying with two drying stages (TAS), observed especially for the VMZ and DZ. The transition from the first to the second TAS is characterized by the critical material moisture content Xkr, which is highlighted for the VMZ in »3c as an example. The temperature curves follow the drying stages, TAS, as shown in »3a. That means that there is first a temperature step from room temperature to the drying temperature in the first TAS and later a second step to the maximum temperature regulated in the process. In all cases, the product temperature is higher than the drying air temperature of around 30 °C. In comparison with the HLZ and VMZ, the DZ shows a much lower product temperature almost over the entire drying process. Accordingly, the drying rate determined from the gravimetric data and relative to the surface of the DZ (»3b) is much lower. This can be explained with the geometry of the roof tile, its positioning in the electromagnetic field and the penetration depth (see Section 3.2).
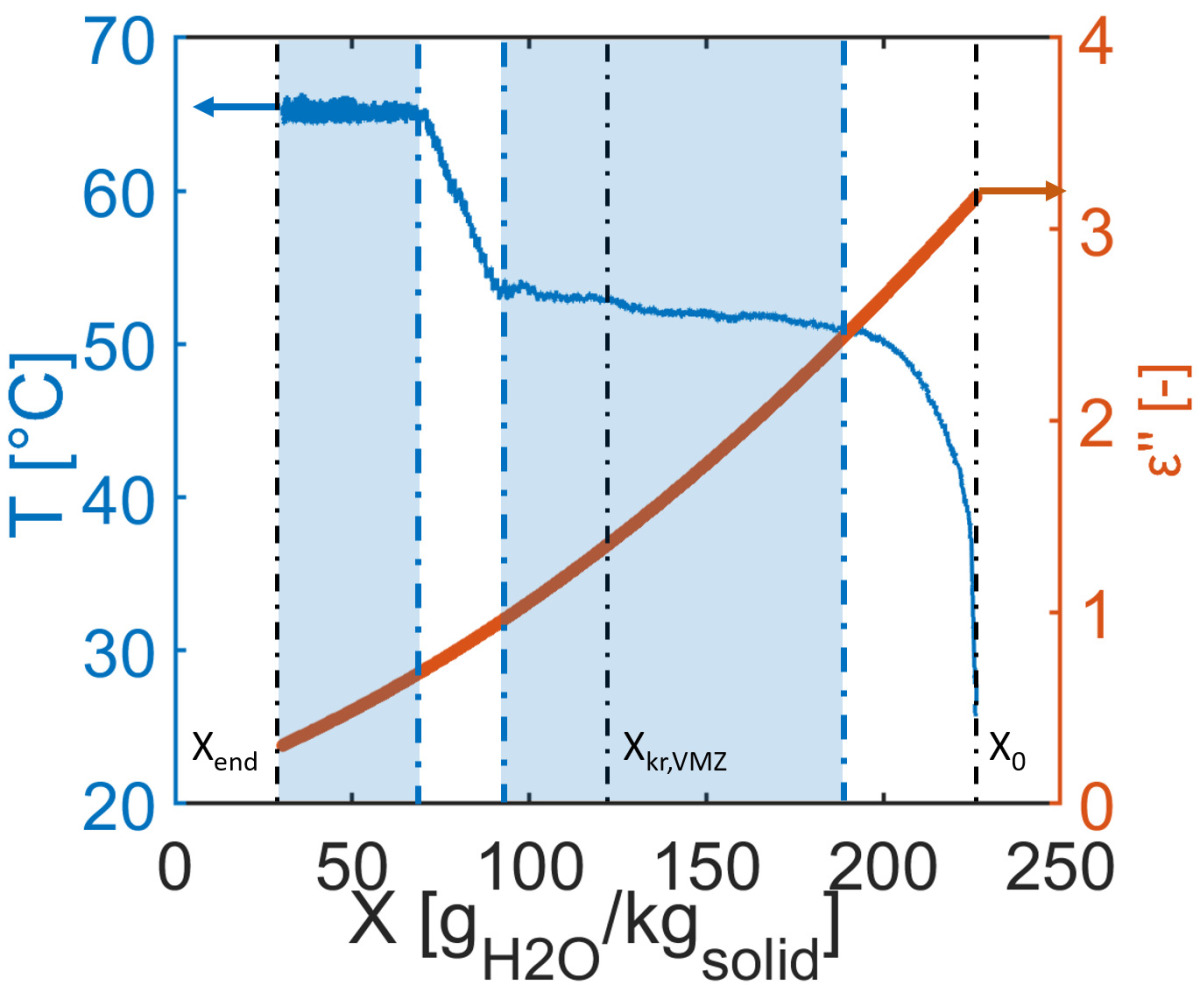
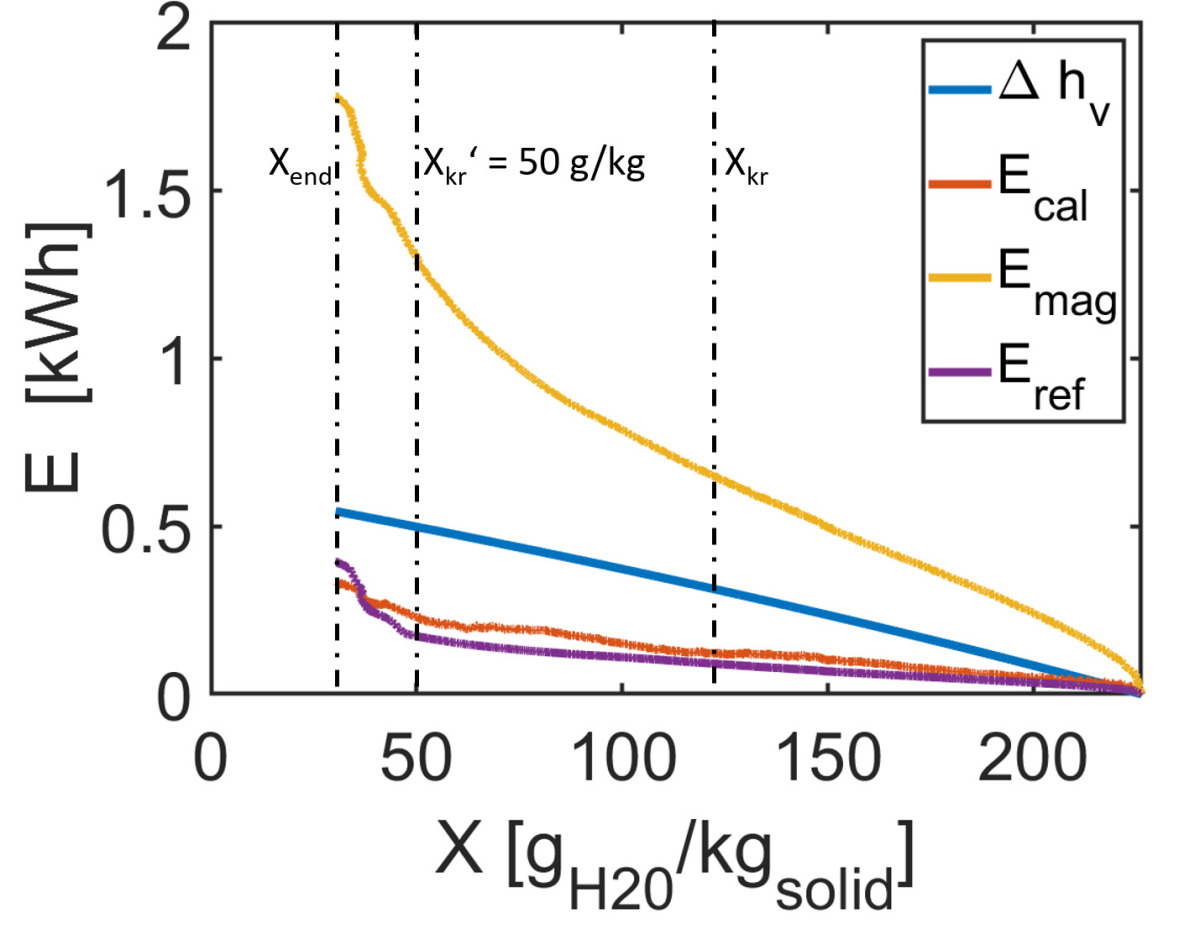
The temperature curve in the VMZ is shown together with the dielectric loss factor again in »4a. After a short preheating phase, in the first TAS, a constant temperature of around 52 °C is reached. With the end of the first TAS, the temperature first rises slightly and then jumps to the temperature maximum of 65 °C. Heating takes place independent of the dielectric loss factor at constant power input. Once the regulated temperature is achieved, the power input per unit of time decreases. For comparison, the energy consumption necessary for heating of the green product and evaporation of the water is shown in »4b for the drying of the VMZ as a function of the moisture content.The energy required for evaporation lies considerably above the thermal energy needed for heating the green product. After the initial preheating phase, the total energy consumption for evaporation increases linearly as a function of the moisture content. The unused reflected power rises steeply in the second TAS (purple curve in »4b). A significant jump in the unused power can be observed at around 50 g/kg, which is indicated in »4b as the critical material moisture content Xkr‘. It is much lower than Xkr‘ that is the critical material moisture content on the transition from the first to the second TAS. Drying of the VMZ with microwaves with the selected process parameters therefore becomes energetically unfavourable from this critical material moisture content Xkr‘. Accordingly, for the removal of the remaining around 25 g water per kg dry mass, a very long drying time of 8.5 h is needed (»3c). For the DZ, similar effects are observed. In comparison, drying of the HLZ appears more efficient over the entire time as the drying rate is high and hardly decreases during the entire process.
3.2 Influence of the arrangement of the test
specimens in the microwave field
For homogeneous heating, the key aspect is the arrangement of the test specimens in the electromagnetic field. The dissipation of energy inside the test specimens differs as a function of their geometry and size. While the VMZ warms up evenly, the DZs are warmed up very unevenly if they are arranged with their largest material dimensions on the level of the magnetrons, that is horizontally. An uneven temperature distribution is observed, with warm areas at the edges and cold zones at the centre of the DZ. The inhomogeneous temperature distribution contributes to a reduction in the drying rate, as »3 shows.
The inhomogeneous temperature distribution in the DZ appears surprising at first, in view of its higher loss factor (»2a) and the much lower material thickness (»Table 1). However, when the green tile is arranged horizontally, the direction of penetrations lies on the level of the green product, i.e. in in-plane direction, as a result of which the low material thickness has no effect. As shown in »2, the loss factor decreases with decreasing water content, as a result of which the penetration depth of the microwave increases and the temperature distribution homogenizes towards the end of drying.
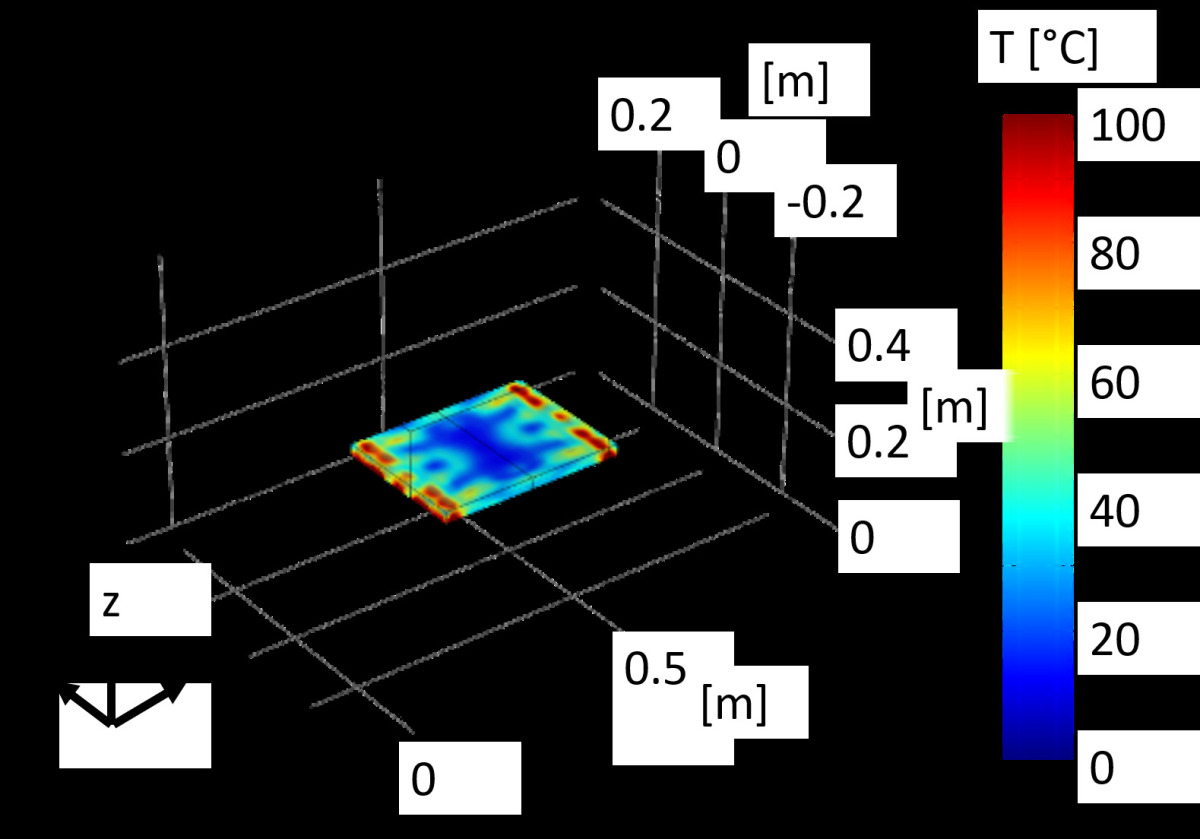
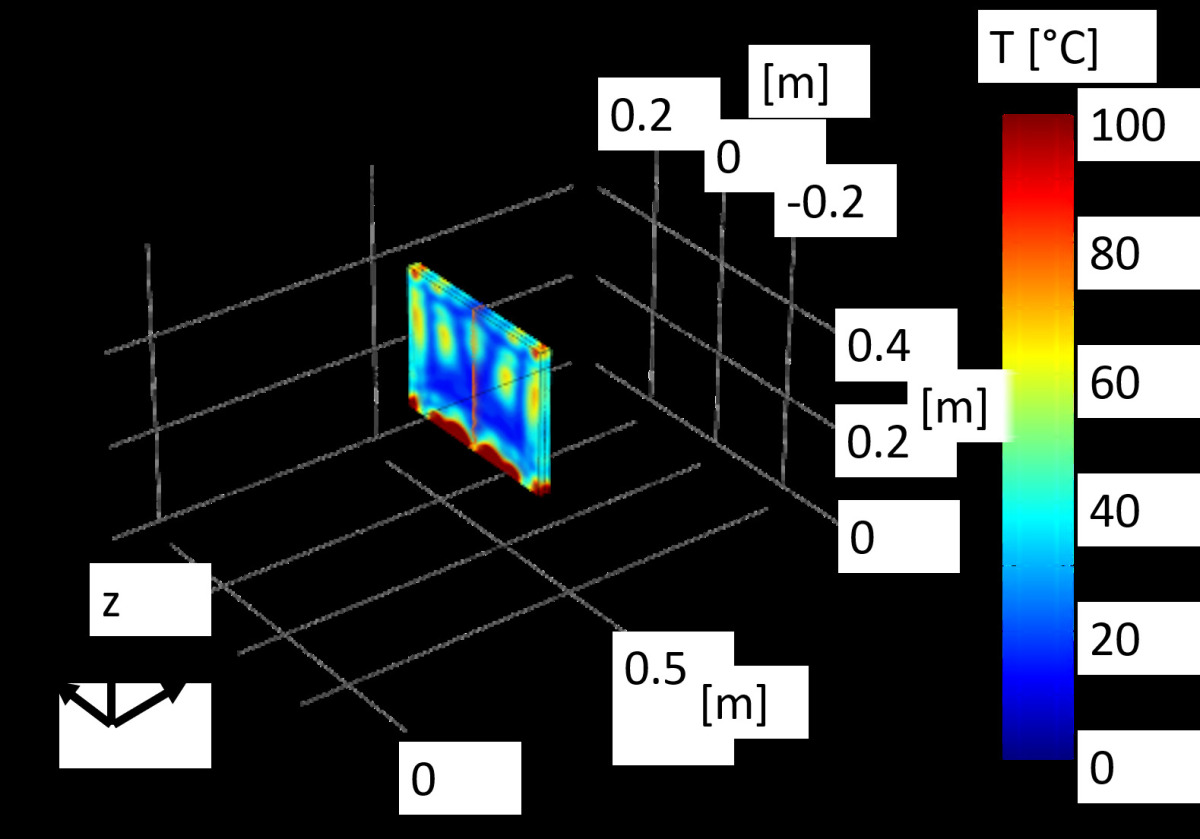
The inhomogeneous temperature distribution can be confirmed by simulations with Comosol Multiphysics 5.6 (»5). The field simulations show that the DZ, when it is aligned horizontally to the magnetrons, can only be heated unevenly because the penetration depth of the electromagnetic field is limited (»5a). The consequence is severe heating of the edges and high percentage of reflected power, which results in a substantial reduction in efficiency. With the vertical alignment, however, that is if the green tile is arranged with its smallest material dimension on the level of the magnetrons, the field penetrates the green brick and it can be heated more evenly (»5b). The magnetron power is utilized better and efficiency increases. Nevertheless, hot zones are formed at the bottom side of the tile, i.e. where the field strength is highest. Such effects can be eliminated by an improved magnetron-product alignment or alternatively with the intermittent process (see Section 3.3).
3.3 Influence of the intermittent power supply
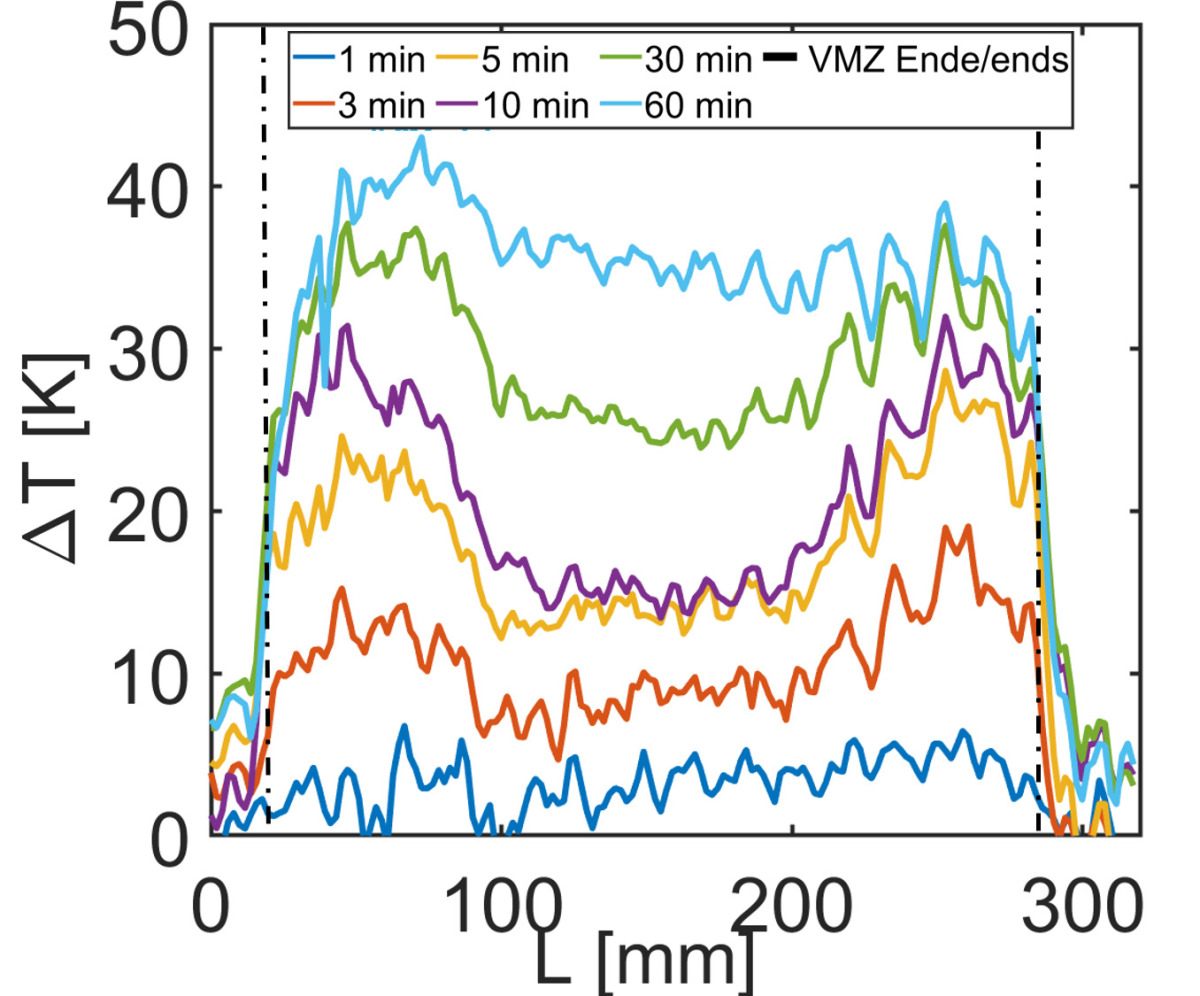
Compared to continuous energy supply, intermittent microwave input has several advantages. First, with short and high power peaks, more energy can be transferred from the electromagnetic field to the green product. Second, with the intermittent energy input, energy consumption is reduced considerably compared to a continuous process [17]. Third, the so-called balancing phases between the power peaks enable temperature balancing and vapour transport inside the green product specimens. This leads to the reduction of local hot spots and vapour pressure balancing between the hot and the surrounding colder zones. The temperature and vapour pressure balancing is necessary even when the green product is moved in the electromagnetic field and when a mode stirrer for field homogenization is applied, as otherwise (due to the brick geometry and penetration depth) a non-uniform temperature distribution develops. This is exemplarily shown by means of the VMZ in »6a. »6a shows the continuous temperature curves as a function of the length of the green product. For this, a fibre-optic measurement section was inserted in the center of the VMZ during microwave drying. It can be clearly seen that after a time of t = 10 min and t = 30 min, the edges at 25 mm depth of the VMZ (L = 45 mm and L = 255 mm) exhibit a higher temperature than the core of the green specimen at L = 150 mm.
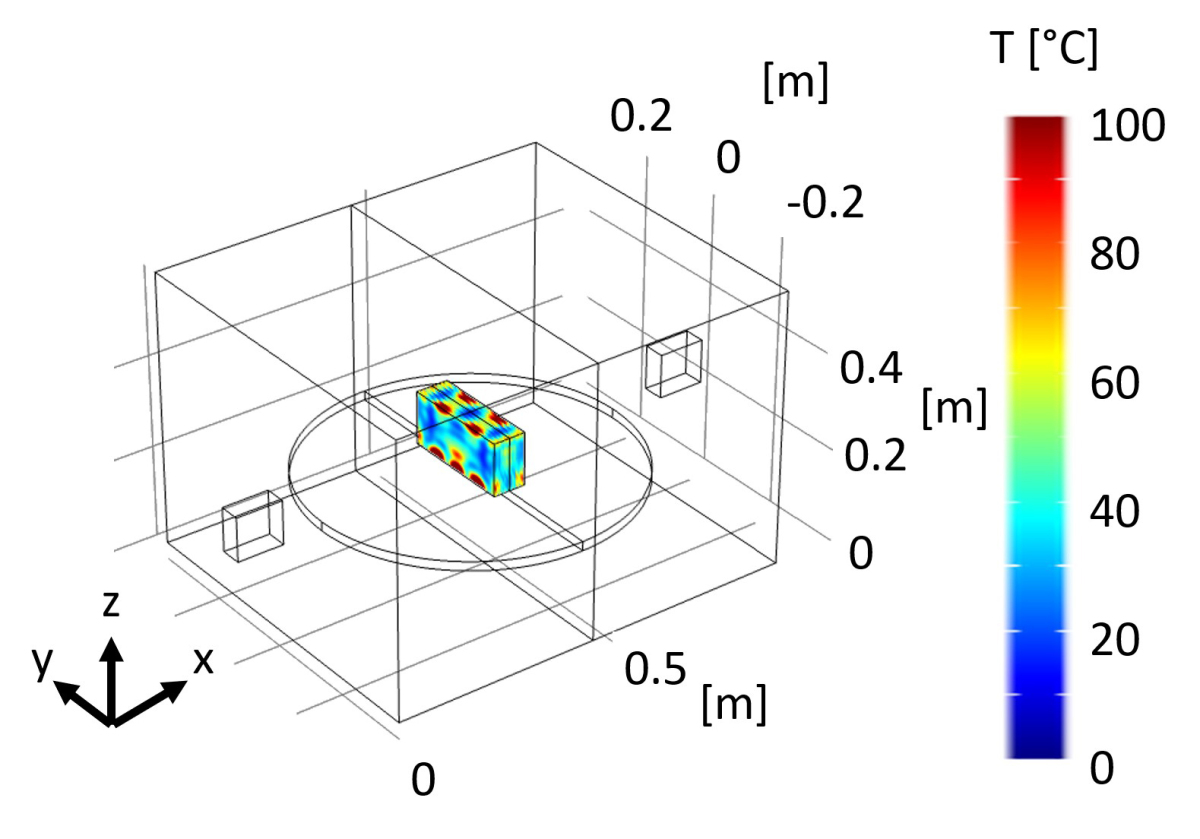
The field distribution was investigated for the VMZ on the basis of field simulations (Comsol Multiphysics 5.6) (»6b). The occurrence of local field maxima, which are distributed locally over the simulated VMZ, results in the development of hot spots in which the locally limited high temperatures can cause very high evaporation rates. These again can result in a pressure rise and ultimately to the destruction of the product [15]. The simulation data show that the position of the hot spots does not change even with a reduction of the microwave power. For this reason, the approach of intermittent power input has been considered further.
The heat transport in the green product depends essentially on the temperature difference between the local maximum and minimum temperatures as well as the effective thermal conductivity. Furthermore, the vapour that is formed in the centres of maximum temperatures can be transported away during the balancing phases. Based on knowledge of the temperature difference, the thermal conductivity and the effective vapour permeability of the porous medium, in future work, the phases of the intermittent power input can be coordinated even better to optimize the drying conditions and to dry green products non-destructively in the microwave dryer.
3.4 Influence of the drying air
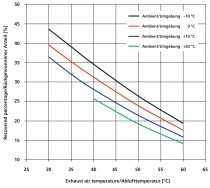
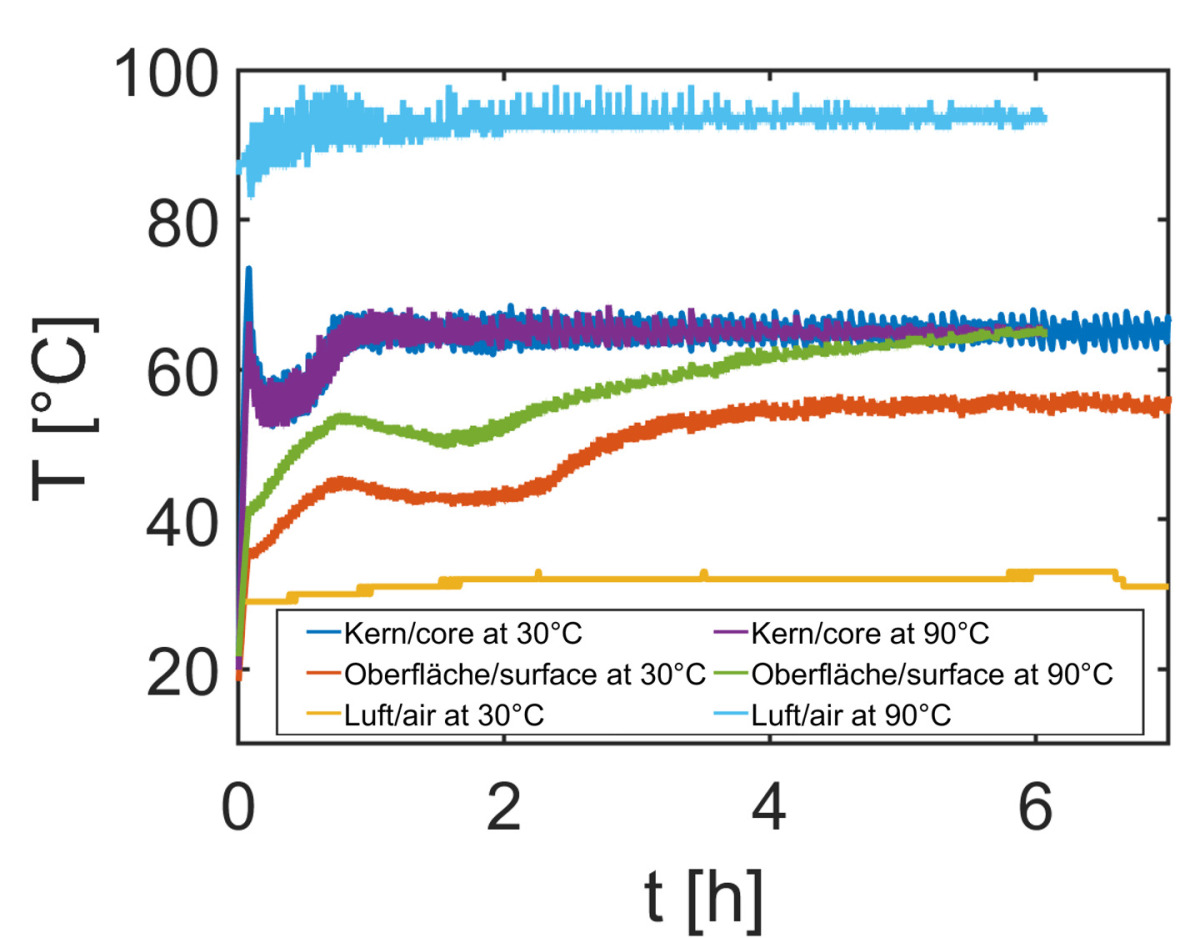
In microwave drying, the temperature of the drying air plays a minor role for the kinetics of the drying process. As the heating in the green product takes place as a result of energy dissipation, the warm air cannot contribute to heating of the green product. To investigate which influence the ambient air has on microwave drying, the relationship of the temperatures of the supply air for drying was investigated at 30 °C and 90 °C, based on the example of the DZ (»7). While at 90 °C hot air was generated by means of a fan heater, at 30 °C no fan heater was used, instead, ambient air was heated by the processes in the drying chamber.
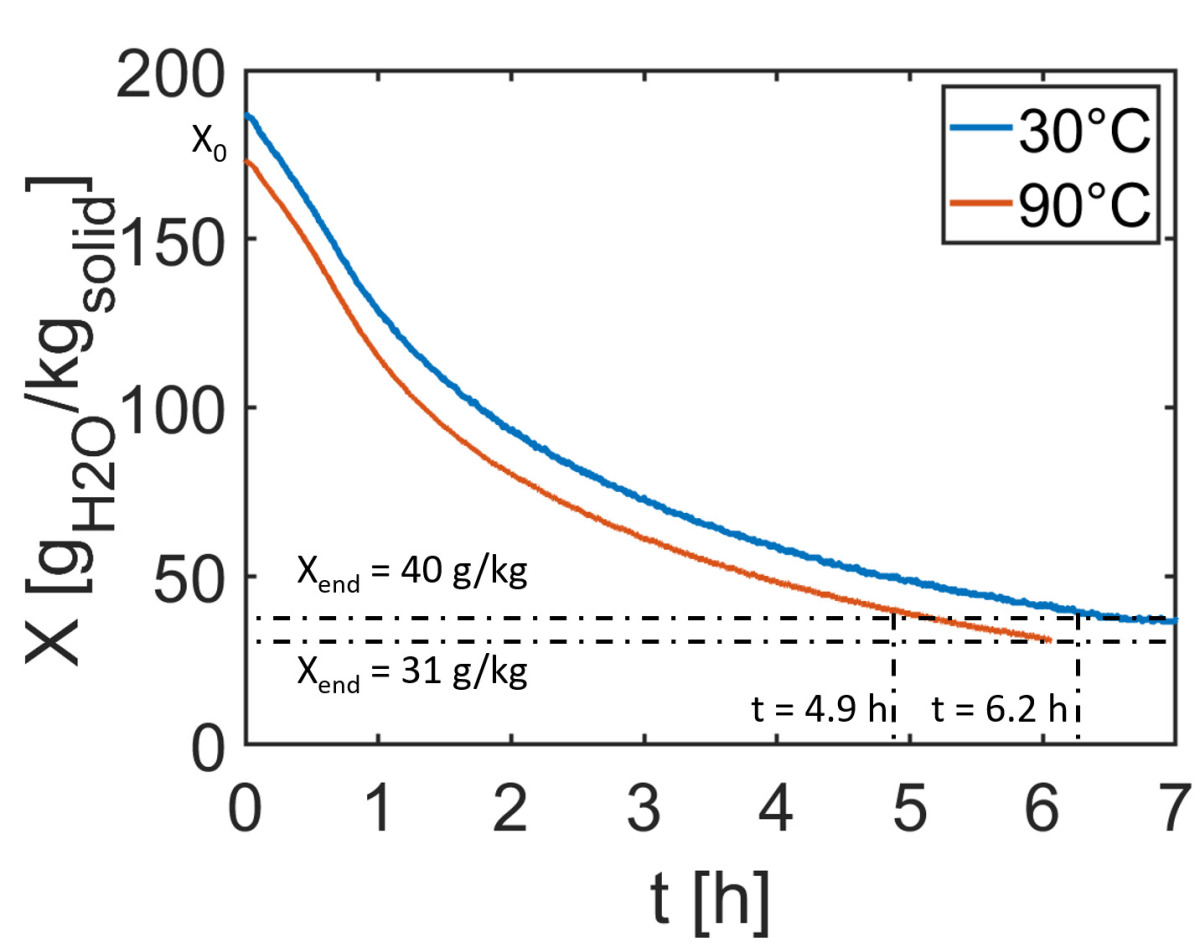
As shown in »7a, the drying supply air influences only the surface temperature of the green products. The drying rate increases only slightly and the drying time to reach Xend = 40 g/kg is shortened only by around 1.3 h if the supply air temperature is increased from 30 °C to 90 °C (»7b,c).
However, the hot air can absorb more water and linearly increase the driving force for the water vapour transport in the best case. In addition, at high water vapour flows, like those that could be expected in an industrial dryer, a sufficiently high air stream or a high saturation load is necessary. In the laboratory dryer used in the experiments, however, with the increase of temperature of the drying supply air by means of an air heater at 90 °C, almost twice as much energy was consumed as at 30 °C, which reduces the efficiency of the drying process substantially [17]. As the water vapour flows are comparatively low when single products are dried, no air saturation or condensation of water is observed, that is why it is basically not necessary to heat the air in the laboratory experiments.
3.5 Drying time and total energy consumption
The drying time and the energy consumption is compared with convection drying of a single green product in the same laboratory dryer. For the example of VMZ, the drying rate in microwave drying is much higher over the entire drying process than in convection drying. In the first TAS, the difference is around 15 g/min/m2. This difference can be explained with different temperatures inside the green product. While in convection drying, a core temperature of TKern > 40 °C is reached only after a very long time (t >> 10 h) with microwave drying, core temperatures of TKern > 50 °C are achievable within the first hour of the drying process. As a result, the vapour pressure of water at the phase boundary increases resulting in higher drying rates. Consequently, the drying time (for reduction of the moisture content from X0 = 227 g/kg to Xend = 54 g/kg) can be reduced from around 72 h (convection drying in the laboratory dryer without use of microwave analogue to the drying curve in the brick plant) to less than 10 h (microwave drying), that is by more than 85 %. Shortening of the drying time leads to a reduction of the total energy consumption by more than 90 %.
It can be argued that the laboratory dryer is not designed for energy-efficient drying and has a much higher energy consumption than industrial dryers. To enable comparability with industrial drying processes, the energy consumption can be specified in kWh per kg evaporated water. For this, however, the energy requirement of the entire laboratory dryer should not be analysed, the energy requirement of the magnetrons should be considered. The intermittent operation already allows around 25 % less energy consumption [17]. In total, for the drying of the VMZ 1.65 kWh, of the DZ around 1.35 kWh and of the HLZ around 1.1 kWh per kg evaporated water is needed to reach a critical residual water content of Xkr‘ = 54 g/kg. These values are calculated from the power of the magnetrons and their total operating time during drying. With further optimization of microwave drying, especially in the second TAS (»4b), an increase in energy efficiency can be expected. For a magnetron efficiency of 100 %, theoretically a value of around 0.68 kWh per kg evaporated water is possible; at 80 % efficiency, which is usually assumed for magnetrons, the value would reach 0.85 kWh per kg evaporated water. In our case, for the total process, around 41 – 62 % can be assumed. At a given power input, it depends on the geometry of the specimens and their moisture content. It is therefore essential to adapt the arrangement of the magnetrons and the power input in the dryer to the green product accordingly.
4. Summary and conclusion
Individual green specimens of roof tiles, facing bricks and vertically perforated clay blocks (DZ, VMZ, HLZ) could be dried very efficiently and without product damage. The most important basis for this are the relatively high dielectric loss factors of the wet and dry green products. Even for dry green products, the loss factor was ε‘‘ > 0 at room temperature, which is conducive to homogenize heating especially for relatively thick materials. It can therefore be concluded that the microwave heating is possible independent of the initial moisture content and is therefore basically suitable for drying green heavy clay products.
Moreover, microwave drying is characterized by a high efficiency of the heat input into the green product. The volumetric heating enables very high heating rates, which are not physically possible with conventional convective drying. As a result, energy losses that are associated with the kinetically limited heat transfer from the convection air to the green products can be avoided. The higher temperatures accelerate drying. In addition, it can be assumed that no sharp drying front is formed in the volumetrically heated green body, but that different liquid distributions and vapour pressure gradients can be formed than in convective drying [18]. This effect can additionally accelerate drying.
The energy efficiency of microwave drying can be optimized and depends on several factors. On the one hand, the field distribution in the drying chamber should be taken into consideration in the arrangement of the specimen. In this study, based on the example of the DZ, it has been shown that the alignment of the green specimen in the electromagnetic field plays a key role for the field distribution, influencing heating and process efficiency. With regard to the design of the dryer, it therefore seems expedient to first conduct field simulations to achieve an optimum energy input based on an improvement of the product-magnetron-arrangement.
Additional energy savings are achieved with the intermittent heat input as short and high power peaks are combined with relatively long balancing phases without energy input. This process is also suitable to reduce so-called hot spots, as it homogenizes the temperature field and combats high local vapour pressures.
In the laboratory experiments, it was also observed that the temperature of the drying air only makes a relatively small contribution to increase the drying rate. The increase in the driving force for vapor transport contrasts, however, the higher energy consumption and poorer efficiency.
On laboratory scale, microwave drying reduced the drying time by 85 % and the overall energy consumption by 90 % in comparison to convection drying in the same equipment. For the transfer of energy, an average efficiency averaging 41 – 62 % was determined. For the evaporation of 1 kg water, around 1.1 – 1.65 kWh are needed to reach a residual moisture content of 54 g/kg. This value was determined for single body drying with parameter sets that have not yet been optimized with regard to energy consumption. It can certainly be improved with an improvement of the product-magnetron arrangement and an optimization of the process parameters. Even if for the comparison with current industry dryers, the energy consumption for air fans and transport cars would have to be added [6], microwave heating presents a competitive alternative to convection drying. It can be electrified completely on the basis of renewable energies and is therefore independent of fossil fuels and free of CO2 emissions.
5. Acknowledgement
This research was conducted within the framework of the AiF project with the IGF number 20919 BG, “Intermittent microwave drying for the clay brick and tile industry”, which is funded by Germany’s Federal Ministry of Economics and Energy.